

Mold Surface Texture: Techniques, Standards, and Applications in Injection Molding
Explore the world of mold surface texture in injection molding, where the visual and tactile qualities of a part are
As Machined


Smoothing
Material Compatibility: All plastic as and metals
Bead Blasting
Material compatibility: All metals Color: Uniform matte of raw material color


Powder Coating
Material compatibility: All metals Color: Black or any RAL code or Pantone number.
Anodizing Color (Type II)
Material compatibility: Aluminum alloys Color: Black, clear or any RAL code or Pantone number

Anodizing Hardcoat (Type III)
Material compatibility: Aluminum alloys Color: Black or clear
Electropolishing
Material compatibility: All metals Color: Natural metal color


Black Oxide
Material compatibility: Stainless steel and copper alloys Color: Black
Chromate Conversion Coating (Alodine/Chemfilm)
Material compatibility: Aluminum and copper alloys Color: Clear or yellow

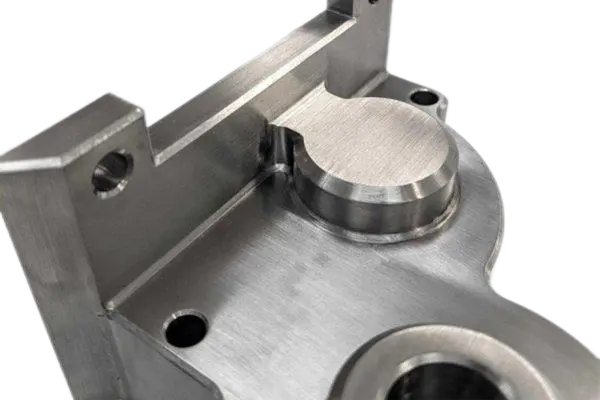
Brushing
Material compatibility: All metals
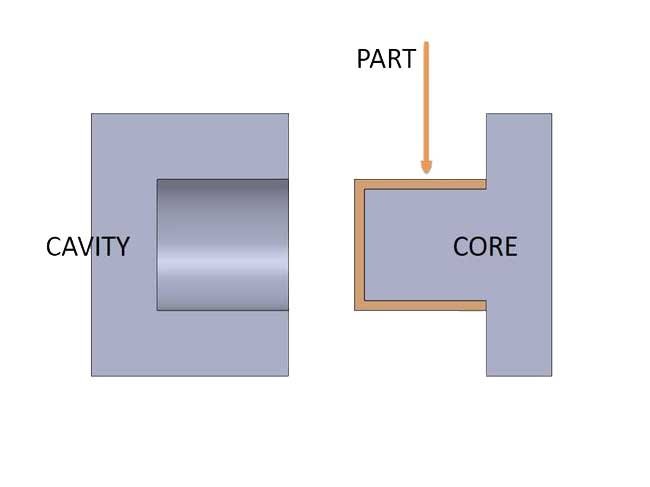
Everything You Need to Know About Core and Cavity in Injection Molding
The core and cavity in injection molding are fundamental components, which influence the quality, accuracy, functionality, and durability of the

Learn about the Undercuts in Injection Molding Design for Custom Parts
Undercut in injection molding is a design that allows the creation of parts with complex shapes. However, these complex designs
Common Quality Defects of Plastic Injection Parts
After injection molding, some problems come into being which will affect the assembly efficiency or the performance of the whole