Injection molding is a great manufacturing process for rapid prototyping and custom plastic parts. However, there are many defects that will affect the custom-molded plastic parts, such as short shots, flashes, burn marks, weld lines, warpages, parting lines, sink marks, and more. Those injection molding defects will increase the production costs, or lower the plastic parts’ quality. In this article, we will explore the injection molding sink marks, their causes, and how to prevent the sink marks in injection molding.
What Are Sink Marks in Injection Molding?
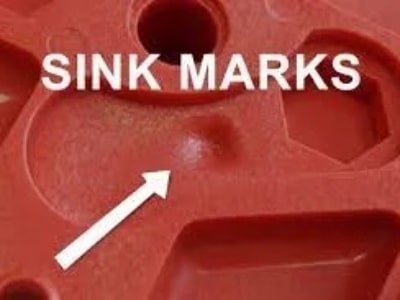
Sink marks are slight depressions or irregularities that appear during the cooling and solidification phase of injection molding. This defect looks more like a dimple or groove on the molded parts’ surface. Sink marks are one of the most common injection molding defects and will affect the visual and tactile quality of the final product. Injection molding sink marks usually occur on thicker sections of molded parts, such as a surface that has ribs, bosses, and other voluminous features on the rear side of the molding. Sink marks are manageable with the right knowledge and preventive measures. Now, Let’s learn about the injection molding sink marks’ causes in the next section.
What Causes Injection Molding Sink Marks?
Uneven Cooling During the Molding Process
The primary cause of injection molding sink marks is uneven cooling as the molten material solidifies. Variations in cooling rates can result in localized shrinkage, leaving behind these surface irregularities.
Low melting temperature
If the material’s melting temperature is too low, it can contribute to faster solidification, increasing the likelihood of sink marks. It is essential to apply the optimum melting temperature of the plastic resin.
Incorrect Pack and Hold Time:
Inadequate pack and hold times, particularly if set too low, may lead to insufficient material packing. To prevent sink marks, a typical mold cavity pressure should be between 8000–15,000 psi (550-1030 bar). Generally, the pack or hold pressure should be between 50-70% of injection pressure.
Incorrect Mold Temperature:
Excessively high mold temperatures can accelerate cooling, creating disparities in shrinkage and the formation of sink marks. The recommended mold temperature is between 80-120℃ / 176-248℉.
Improper Mold Design and Part Geometry
The design of the mold and the geometry of the part also contribute to the likelihood of sink marks. Variations in thickness across the part or inadequate gate placement can amplify the risk.
How to Prevent Sink Marks in Injection Molding?
Preventing sink marks in injection molding involves addressing the root causes head-on. Here are 5 ways you can prevent sinks from happening in your injection molded parts.
Strategically Place Gates:
Strategically place gates to ensure even resin flow. This addresses issues related to low melting temperature and incorrect pack and hold parameters, promoting proper material packing and minimizing the risk of sink marks.
Optimize Injection and Holding Pressures:
Holding pressures to ensure adequate material packing and controlled cooling. This directly tackles the issue of low pack and hold pressure, a contributor to sink marks.
Control Mold Temperature:
Maintain precise control over mold temperature. Excessively high mold temperatures can accelerate cooling, leading to sink marks. Adjusting the mold temperature within the optimal range is crucial to prevent this issue.
Recommend injection mold temperature for common plastic.
| Plastic material | Injection Molding Temperature (℃) | Mold Temperature(℃) |
|---|---|---|
| LDPE | 160-260 | 50-70 |
| POM | 200-210 | >90 |
| ABS | 20-275 | 50-90 |
| PP | 250-270 | 50-75 |
| PS | 180-280 | 10-40 |
| PVC-rigid | 180-210 | 30-50 |
| PVC-soft | 170-200 | 15-50 |
| HDPE | 260-300 | 30-70 |
| PC | 280-320 | 80-100 |
| PA66 | 260-290 | 70-120 |
| PMMA | 210-240 | 50-70 |
| PA6 | 240-260 | 70-120 |
Select proper Materials:
Recommend material selection based on shrinkage characteristics. Choosing materials with appropriate melting temperatures and lower shrinkage rates addresses the root causes associated with incorrect mold temperature and low melting temperature.
Related reading: Plastic Material Selection Guide for Your Manufacturing Process
Utilize Advanced Simulation Tools:
Harness the benefits of advanced simulation tools to predict and mitigate sink marks. Simulations allow for the identification and rectification of issues related to improper mold design and part geometry.
Optimizing Plastic Part’s Design
Balance Between Rib and Wall Thickness:
Achieve a balance between rib and wall thickness to reduce the tendency of sink marks to form. Avoid increasing the rib height to the wall thickness. As that may lead to sink marks in the plastic parts.
7-Degree Slope at the Base of the Rib:
Incorporate a gradual 7-degree slope at the base of the rib, particularly when the gate is in proximity. This slope facilitates a gradual rise in molten material, minimizing the risk of sink marks during the injection molding process.
Boss Design for Stress Reduction:
Design bosses with minimal stress in mind. The better design is an outside diameter double the inside diameter. This approach effectively reduces the formation of sink marks.
Uniform Wall Thickness:
In order to avoid sink marks, uniform wall thickness is very important in plastic design. Typically, the wall thickness should be between 0.5mm to 5mm but needs to be suitable for the individual part.
Related reading:
Injection Molding Parts Boss Design Guide.
Injection Molding Wall Thickness Design.
Conclusion
Injection molding sink marks can hamper the manufacturing process by increasing production costs. We should prevent and avoid sink marks during injection molding. Learning what causes sink marks is the first step. Proper part design and manufacturing process is an efficient way to prevent injection molding sink marks. If you are looking for a reliable injection molding manufacturer, Zhongde would be an ideal company for your injection molding project. From holding time, and pressure to mold temperature and melt temperature, Zhongde watches out for each step and meets your requirements.