An injection molding flash occurs when molten plastic escapes the mold and solidifies. It is one of common injection molding defects. This molding defect will lower the quality of molded parts and potentially damage the mold, leading to increased costs. Understanding injection molding flash causes and solutions is crucial for efficient manufacturing. This article will explain flashes injection molding, exploring its causes, fixes, and prevention methods to optimize your projects.
What is Plastic Flash in Injection Molding?
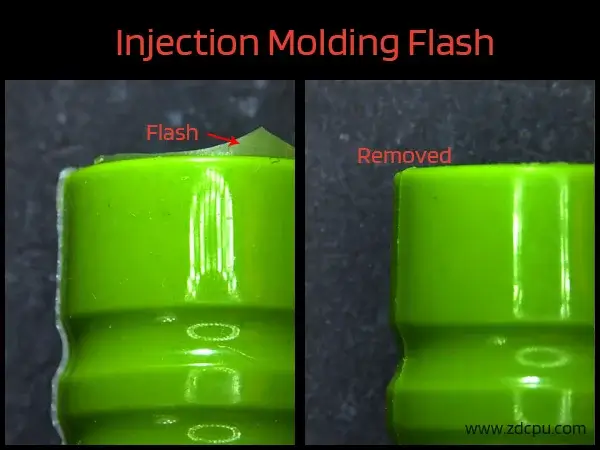
Injection molding flash, often referred to excessive flash injection molding, is an unwanted protrusion on the final molded part. This defect typically occurs along the edges or seams of molded parts, particularly in areas where two halves of the mold come together. A thin layer of plastic is formed by excess molten plastic escapes and solidifies out of the mold cavity during the injection molding process. In the manufacturing process, the manufacturer should minimize or eliminate mold flash to improve molded parts quality and assembly.
Impact of Flash on Plastic Parts
Flash injection not only affects the appearance and quality of plastic parts but can also compromise their performance and service life. If left unaddressed, flash can expand, damage the mold, and cause permanent deformation. Flash around inserts or ejector pin holes may also hinder part ejection, making it essential to control flash during production.
Acceptance Criteria for Flash on Plastic Parts
While injection flash in molding is often unavoidable, it can be minimized and kept within acceptable limits. For high-precision parts, flash injection should not exceed 0.05 mm; for less demanding applications, it should be within 0.1 mm. Acceptance standards should be defined based on the part’s actual usage requirements.
What Causes Flash Plastic Injection Molding?
Parting Line Mismatches
When the two halves of the mold don’t match perfectly, it creates gaps for molten plastic to escape, leading to flash formation.

Improper Venting
Inadequate venting in the mold can trap air or molten plastic, causing excessive pressure that pushes plastic into areas where it shouldn’t be.
Low Clamping Pressure
Inadequate clamping pressure can allow the mold to slightly separate during the injection process, leading plastic to escape and form a moulding flash.

Low Viscosity
Low-viscosity plastics are easier to leak at mold parting lines, increasing the risk of flash.
Uneven Molten Plastic Flow
Inconsistent plastic flow due to issues like temperature variations can lead to flash at the boundaries where flow disparities occur.
Overfilling the Mold
Injecting too much material into the mold cavity can cause excessive pressure, leading to flash as plastic seeks escape routes.
Sprue Bushing Issues
Problems with the sprue bushing, such as wear or misalignment, can contribute to flash by allowing the plastic to seep through.

How to Remove Flash Molding Defect from Injection Parts?
When injection molding excess flash occurs, it’s essential to eliminate flash promptly to ensure the final product meets quality standards. The removal of flash, also known as de-flashing, can be achieved through several post-processing techniques, the common three flash removal methods are trimming, grinding, and deburring.
Trimming
Manual removal of flash using knives or shears; precise but time-consuming, best for small production runs.
Grinding
Uses machines to remove flash quickly; ideal for high volumes but requires dust control.
Deburring
Smooths sharp or rough edges left by flash using abrasives or brushes to improve surface finish.
How to Prevent Injection Molding Flash?
Optimize Design for Manufacturability:
Begin the prevention process with a well-design. Design parts and molds with manufacturability in mind, and consider factors like parting lines and potential flash areas.
Slow Down the Injection Rate:
Controlling the injection rate can help reduce the chances of flash formation. Slower injection rates allow for better control of the molten plastic flow, minimizing the risk of escaping material.
Specify a Flash-Free Mold:
Invest in molds designed to minimize or eliminate flash. Molds with tight parting line clearances and proper alignment can significantly reduce flash issues.
Proper Mold Cleaning:
Keep molds clean and free of any residue or contaminants. Proper mold cleaning ensures that there is no residue that could result in a flash.
Proper Mold Maintenance and Process Improvements:
Regular mold maintenance is crucial for preventing flash. Ensure that mold components are in good condition, and implement process improvements to optimize molding conditions.
Proper Clamping Pressure in the Packing Phase:
Adequate clamping pressure during the packing phase of injection molding is important. Proper clamping pressure helps keep the mold closed tightly, reducing the possibility of flash formation.