Injection molding is a versatile manufacturing process, but the quality and efficiency of the final parts depend heavily on controlling the right process parameters. Factors such as injection speed, temperature, pressure, and cooling time can dramatically affect part precision, surface finish, and structural integrity. Understanding these parameters not only helps engineers produce high-quality components but also reduces waste, shortens production cycles, and optimizes overall efficiency.
In this guide, we’ll break down the key injection molding parameters, explain their roles, and offer insights into how adjusting them can lead to better, more reliable parts.
If you are not familiar with injection molding itself, you can learn more in our article on Injection Molding Explained.
Most Common Injection Molding Parameters
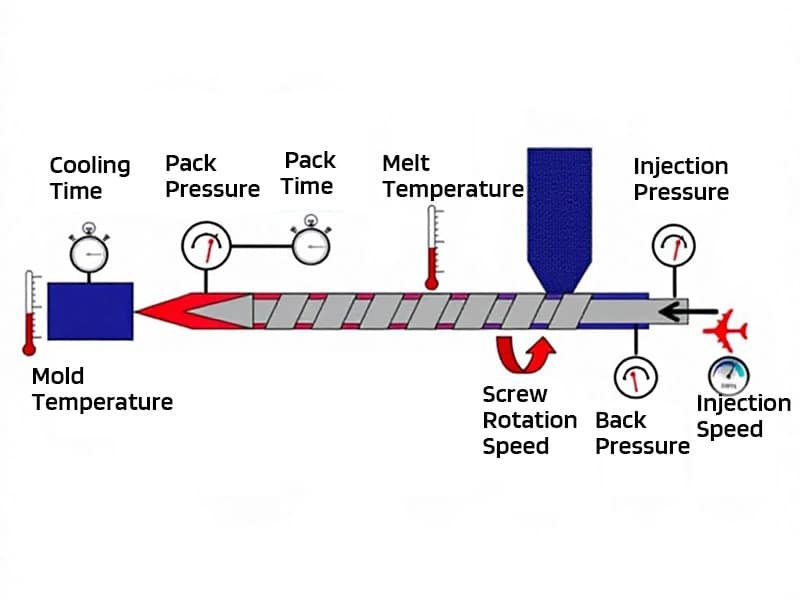
Before diving into the details, it’s helpful to know which injection molding parameters matter most in everyday production. These key factors control how the material flows, fills the mold, and solidifies, ultimately determining part quality, consistency, and efficiency. Understanding them is the first step to optimizing your process and avoiding common defects.
Injection Speed
The rate at which molten plastic is injected into the mold cavity. Think of it like water flowing through a hose—the speed affects how evenly it fills every corner of the mold.
To dive deeper into this topic, check out our detailed guide on How to Choose Injection Speed in Injection Molding.

Injection Pressure
Injection pressure is not a single value; it usually consists of multiple stages that control how the plastic fills and packs the mold:
- Injection pressure: The initial high pressure applied to force molten plastic into the mold cavity. This ensures the mold is completely filled and reaches all features. Think of it as the “push” that drives material through the mold.
- Holding pressure: After the cavity is filled, holding pressure is maintained to compensate for material shrinkage as it cools. This helps maintain part dimensions, density, and reduces sink marks.
- Back Pressure: Resistance applied on the screw during plasticization, which helps mix the material and maintain uniform melt quality.
Melt Temperature
The temperature of the plastic as it enters the mold. Proper melt temperature ensures smooth flow without degrading the material.
Mold Temperature
The temperature of the mold itself. It controls how quickly the part solidifies, like a pan that’s too cold or too hot affecting how pancakes cook.
Curious how mold temperature can influence part quality? Learn more in our article on Mold Temperature Control.
Clamping Force
Clamping force is the pressure that keeps the mold closed during injection. Imagine holding two halves of a sandwich tightly while squeezing in extra filling—the stronger the hold, the less the filling leaks.
If you want to understand how this factor affects your parts, our article on Optimize Injection Molding Clamping Force for High-Quality Production has all the details.
Cooling Time
The duration allowed for the part to solidify in the mold before ejection. Adequate cooling prevents warpage and helps maintain dimensions.
To improve your molding results, read our insights on A Comprehensive Overview of Injection Molding Cooling Time.
Cycle Time
The total time to complete one molding cycle, including injection, cooling, and ejection. It affects production efficiency and throughput.
How Molding Parameters Affect Part Quality
Once you understand the key injection molding parameters, the next question becomes clear: how do these settings translate into the actual quality of your parts? Let’s explore the impact of molding conditions from the perspective of the finished product.
Dimensional Accuracy
The precision of a part’s dimensions depends on how injection speed, pressure, and cooling are controlled. Improper settings can lead to shrinkage, warpage, or uneven filling, causing the final part to deviate from design specifications.
Surface Finish
Smoothness and texture are influenced by mold temperature, melt temperature, and injection conditions. Too high or low temperatures, or uneven flow, can result in flow marks, sink marks, or rough surfaces.
Structural Integrity
The strength and density of a part are affected by packing pressure, clamping force, and cooling rate. Insufficient packing or inconsistent cooling can produce voids, weak spots, or internal stresses that compromise durability.
Material Consistency
Moisture content, back pressure, and temperature control impact material homogeneity. Poorly mixed or improperly dried material can cause streaks, bubbles, or inconsistent mechanical properties.
Functional Performance
Parameters directly influence how a part behaves in its intended application. Warped or misaligned features may interfere with assembly, reduce sealing ability, or affect fit, especially for components that require tight tolerances.
How to Troubleshoot Common Injection Molding Defects
Even with optimized parameters and careful design, defects can still occur during injection molding. Understanding the common issues and their likely causes helps engineers and manufacturers quickly identify problems and take corrective action, keeping production efficient and quality consistent.
Warpage
Warpage occurs when parts cool unevenly, causing bending or twisting. To address it, check wall thickness uniformity, mold temperature distribution, and cooling times. Adjusting injection speed or packing pressure can also help maintain even material flow and reduce internal stresses.
Sink Marks
Sink marks appear as depressions on thick sections of a part. They are caused by material shrinkage during cooling. Think of it like a thick layer of cake that sinks in the middle if not baked evenly. Troubleshooting involves optimizing wall thickness, adjusting packing pressure, or extending cooling time to ensure uniform solidification.
Flash
Flash is excess material seeping out along mold parting lines. It usually happens when clamping force is insufficient or the mold alignment is off. Picture toothpaste squeezing out of a poorly closed tube—the fix is increasing clamping force, checking mold alignment, or adjusting injection pressure.
Short Shots
Short shots occur when the mold is not fully filled. Low injection pressure, slow injection speed, or cold material can be culprits. Adjusting these parameters ensures the molten material reaches all areas of the mold, like filling every corner of a cookie cutter evenly.
Bubbles and Voids
Air entrapment or moisture can lead to bubbles inside the part. Proper venting, correct drying of hygroscopic materials, and optimized injection speed help eliminate trapped air, resulting in a solid, uniform part.
Weld Lines
Weld lines form where two flow fronts meet, creating a visible line or weak spot. Adjusting gate locations, increasing melt temperature, or modifying injection speed can improve flow fusion, reducing weak points and improving appearance.
How to Optimize Injection Molding Parameters
Optimize Mold Design
A well-designed mold can make parameter optimization much easier. Uniform wall thickness, proper gate placement, and adequate venting reduce flow problems, shrinkage, and warpage. By addressing these issues in the mold itself, you minimize the need for extreme adjustments in speed, pressure, or temperature.
Implement Advanced Automation
Modern injection molding machines with automated monitoring and control can adjust parameters in real time. Sensors track temperature, pressure, and material flow, allowing the system to correct deviations before defects occur. Automation ensures consistent part quality across large production runs.
Use Process Simulation Tools
Simulation software lets engineers model material flow, cooling, and stress points before production begins. Identifying potential issues virtually helps fine-tune mold design and process settings, reducing trial-and-error and waste during actual production.
Fine-Tune Machine Settings
Even with optimized mold design and automation, adjusting machine settings is critical. Synchronizing injection speed, pressure, and cooling based on part geometry and material properties ensures smooth flow, uniform filling, and minimal defects.
Standardize Material Handling
Consistent material quality, drying, and preheating improve reproducibility. Variations in moisture content or batch composition can drastically affect flow behavior and final part quality, so proper material preparation complements parameter optimization.
Continuous Monitoring and Feedback
Collecting data during production and analyzing it regularly allows engineers to spot trends, identify potential issues early, and continuously refine process parameters. This proactive approach maximizes efficiency and reduces scrap rates.


