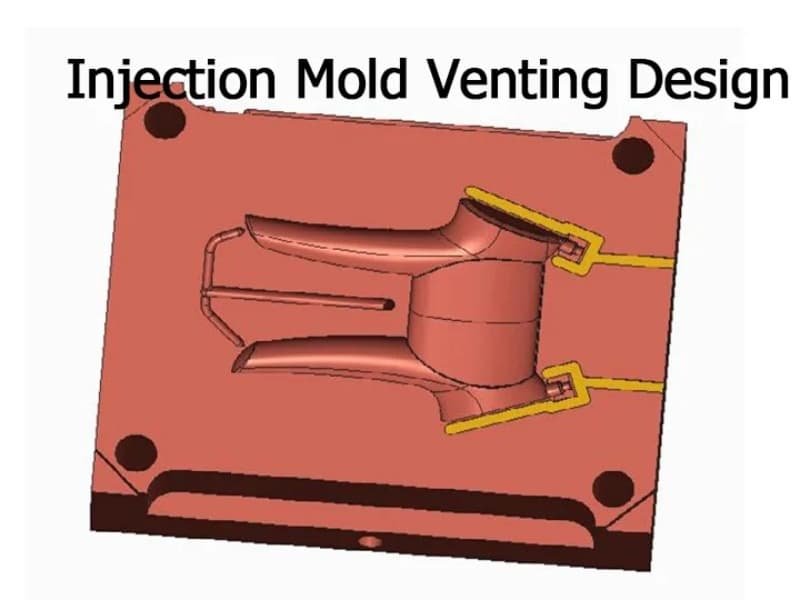
The injection mold venting system is a very important part of the injection molding process. Although the design of the venting system is not complicated, it plays a very important role in the normal custom mold. They ensure the smooth flow of molten material into the mold and the expulsion of air or gases.
Why Is an Injection Mold Venting System Important?
Before molten plastic enters a mold cavity, the space is filled with air. As the melt flows in, this air must escape; otherwise, it becomes trapped at the end of the flow path. Trapped air is compressed, causing pressure and temperature to rise, which can scorch the plastic and create burn marks.
Because air occupies space, excessive entrapment can also prevent the cavity from filling completely, leading to short shots, dimensional inaccuracies, or surface defects. In addition to air, moisture vapor, volatile additives, and gases generated during thermal decomposition can accumulate inside the mold, further impacting part quality.
A properly designed venting system allows these gases to escape while keeping the molten plastic in the cavity, ensuring complete filling and consistent, high-quality parts.
What Are the Common Issues Caused by Poor Venting in Injection Molding?
Improper venting systems can lead to a range of issues in injection molding, compromising both the quality and structural integrity of the molded parts. One of the most frequent problems is air traps injection molding, where air becomes trapped within the mold cavity. These trapped air pockets can prevent complete filling and result in surface defects, burn marks, visible weld lines, or weakened structural performance.
Air Traps
Inadequate venting can cause air to become trapped in certain areas of the mold, forming air pockets that lead to surface blemishes and potential structural weaknesses in the part. This is a classic case of air traps injection molding, which can affect both aesthetics and mechanical reliability.
Burn Marks
When air or gases cannot escape, localized overheating may occur, leaving visible burn marks on the part. These marks not only compromise the appearance but can also reduce the material’s mechanical strength.
Visible Weld Lines
Insufficient venting around mold obstacles can create weld lines, where separate flows of molten plastic meet. These lines are not only visible but may also weaken the part at the meeting point, affecting overall durability.
Incomplete Filling
Trapped air occupies volume within the cavity, preventing the mold from filling completely. This can produce short shots, voids, or variations in part thickness, leading to inconsistent dimensions and reduced quality.
Types of Venting in Injection Molding Methods
Since trapped air can occur in different regions of the mold cavity, venting is not achieved through a single solution. Instead, several venting methods are used across different mold structures to ensure complete air evacuation during the filling process.
Parting Line Venting
Parting line venting is the most commonly used method in injection molds, where shallow venting grooves are machined directly along the parting surface. These grooves allow trapped air to escape at the final stage of cavity filling while preventing molten plastic from leaking out.
This method is widely applied because it is simple to implement and effective for most standard mold geometries. It is typically used as the primary venting solution in conventional injection molding tools.
Ejector Pin Venting
Ejector pin venting utilizes the clearance between ejector pins and their corresponding holes to release trapped air from the cavity. As molten plastic approaches the end of filling, air is pushed out through the small gaps around the ejector system.
This method is particularly useful in deep cavities or areas where parting line venting is insufficient. It also helps improve venting performance in localized hot spots where air tends to accumulate.
Insert Surface Venting
Insert surface venting is achieved by designing controlled vent gaps at the mating interfaces of mold inserts. These micro-clearances allow air to escape while maintaining the sealing integrity required for melt containment.
This method is often used in precision molds or complex geometries where venting cannot be placed on visible parting lines. It provides better control over airflow paths without affecting the external appearance of the molded part.
Venting Through Runner and Gate Systems
In addition to cavity venting, air can also be released through the runner and gate system during the early stage of filling. Proper runner design allows trapped air to be pushed forward and expelled before the melt front reaches the cavity.
Although this is not a standalone venting structure, it plays an important supporting role in reducing initial air entrapment and improving overall flow stability.
Vacuum-Assisted Venting
Vacuum-assisted venting is an advanced approach where air is actively removed from the mold cavity before or during injection using a vacuum system. Unlike passive venting methods, this technique directly reduces internal cavity pressure to minimize air entrapment.
In practice, small vacuum ports are incorporated into the mold, often connected to external vacuum lines, to actively evacuate air as the melt fills the cavity. It is commonly used in high-precision applications or parts with strict surface quality requirements, where traditional venting methods may not be sufficient.
The Venting System Design Principles
The Venting Groove Can Only Allow Air Out and Keep Melt Flow In
Venting grooves should be designed to facilitate the release of air or gases from the mold cavity during the injection process. Simultaneously, they must prevent the escape of molten material to ensure proper filling and formation of the molded part.
Design Different Depth Venting Grooves for Different Plastics
Different types of plastics have varied properties, including melt viscosity and flow characteristics. Tailoring venting grooves to the specific properties of the plastic being used ensures optimal venting and helps prevent issues such as incomplete filling or surface defects.
| Plastic Material | Vent Depth Range (in mm) |
|---|---|
| ABS | 0.025-0.038 |
| POM | 0.013-0.025 |
| Polycarbonate(PC) | 0.038-0.064 |
| Nylon | 0.008-0.013 |
| PET, PBT, Polyesters | 0.013-0.018 |
| Polyethylene(PE) | 0.013-0.030 |
| Polypropylene(PP) | 0.013-0.030 |
| Polystyrene(PS) | 0.018-0.025 |
| High Impact Polystyrene(HIPS) | 0.020-0.030 |
| PVC | 0.016-0.018 |
| Polyurethane(PU) | 0.010-0.020 |
| T/P Elastomer | 0.013-0.018 |
Design Venting Grooves for Mold Cavity, Runner System, and Cold Slug Well
Not only the cavity design with venting grooves but also the runner system and cold slug well should be designed with the venting grooves to promote uniform air evacuation throughout the molding process.
The Venting Grooves Should Extend to the Mold Base
To enhance the overall efficiency of the venting system, extend venting grooves to the mold base, especially when venting through an insert, venting through an insert venting pin, or venting insert.
Try to Use a Milling Machine to Process the Venting Grooves
Utilizing a milling machine for processing venting grooves. After processing, polish it with 320 sandpaper to remove the knife marks. tye to avoid using a grinder to process the venting groove. The too-smooth surface leads to a poor venting effect.
Key Considerations of Injection Molding Venting System Design Guide
Number of Vents
Consideration: Determine the appropriate number of vents based on the size and complexity of the mold, as well as the volume of the molded part.
Importance: Having an adequate number of vents helps ensure efficient air evacuation, reducing the risk of air traps and other related defects.
Positioning of Vents
Consideration: Carefully position vents in areas where air is likely to be trapped during the injection process. Consider the geometry of the part and the mold, identifying locations prone to air entrapment.
Importance: Properly positioned vents allow for effective air escape, minimizing the likelihood of defects such as burn marks and incomplete filling.
Melt Viscosity
Consideration: Consider the melt viscosity of the plastic being used in the injection molding process. Different plastics have varying flow properties, and the venting system design should accommodate these differences.
Importance: Tailoring the venting system to the specific melt viscosity helps ensure consistent filling, preventing issues such as uneven distribution and incomplete parts.
Conclusion
In conclusion, an injection mold venting system is a critical part of the injection molding process. Addressing common issues through proper venting system design principles and considering key factors in the design guide contributes to the production of high-quality molded parts.
Zhongde is an experienced on demand plastic manufacturer. We offer custom injection molding services, compression molding services, CNC machining, mold and tooling production, etc. If you are looking for a reliable partner for your project, welcome to upload your file and make your design come true.
Start A New Project Right Now!