Ejector pins stand as integral components within the injection mold, strategically positioned to serve a precise and crucial role in the production process. This article serves as a comprehensive guide to everything related to ejector pins. From their functional mechanisms to the diverse types available, we’ll delve into the design principles that govern their use, and provide insights into selecting the most appropriate ejector pins for injection molding applications.
What Are Injection Molding Ejector Pins?
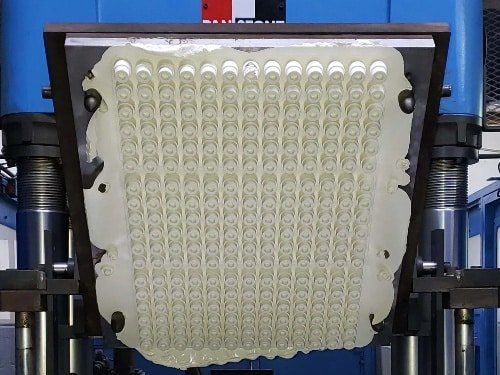
Injection molding ejector pins are fundamental components within the injection mold. These pins are strategically positioned within the mold to facilitate the smooth ejection of finished products after the material has solidified. Ejector pins are designed to push or eject the molded parts out of the mold cavity, ensuring that they are released without damage and with precision.

Types of Injection Molding Ejector Pins
There are several types of ejector pins used in injection molding, based on the materials and coating, there are 3 common types as below:
- Through-Hard Ejector Pins: Through-hardened ejector pins are made from materials that have been heat-treated for consistent hardness throughout the entire pin structure. This hardness ensures durability and resistance to wear, making them ideal for applications where the pins are subjected to frequent use and contact with molded parts.
- Nitride H13 Ejector Pins: Nitriding is a surface treatment process that increases the hardness and wear resistance of a pin’s surface. Nitride H13 ejector pins are made from H13 tool steel, a material known for its excellent heat resistance.
- Black Ejector Pins: The term “black ejector pins” often refers to ejector pins that have undergone a surface treatment to enhance their durability and wear resistance. The exact process used to achieve this black appearance can vary.
There are also some common ejector pin types based on the mold design and the characteristics of the molded parts. Here are some common types as bellow:
- Straight Ejector Pins: These are the most basic type of ejector pins, featuring a simple cylindrical shape. They are used for the straightforward ejection of parts from the mold and are commonly used for products with simple geometries.
- Shoulder Ejector Pins: These pins have a larger diameter at the top (shoulder) and a smaller diameter at the tip. They are useful for preventing the pin from sinking into the product during ejection, which could result in cosmetic defects.
- Sleeve Ejector Pins: Sleeve ejector pins consist of an inner pin enclosed by a sleeve. This design helps to protect the pin from wear and corrosion. They are often used for molding abrasive materials or when long-term durability is crucial.
- Blade Ejector Pins: Blade pins have a flat, wide surface at the tip, which makes them suitable for ejection from deep, narrow cavities or for parts with uneven geometry.
- Two-Stage Ejector Pins: These pins have two distinct diameters, allowing for a gradual ejection process. They are useful when a part requires a gentler ejection to prevent damage.
- Floating Ejector Pins: Floating pins are designed to accommodate slight variations in the dimensions of the molded part. They have a degree of movement, ensuring that they can adapt to the part’s shape during ejection
Design Principle of Injection Molding Ejector System
Designing a suitable injection molding ejector system requires careful consideration of various factors to ensure efficient and reliable ejection of molded parts while maintaining the integrity of the mold and the quality of the final products.
Part Geometry:
Analyze the part’s shape, size, and features. Complex geometries, undercuts, and thin sections may require special ejector pin placement.
Draft Angles:
Ensure that appropriate draft angles are incorporated into the part design to facilitate easy ejection without damaging the part.
Material Characteristics:
Consider the material being molded, including its shrinkage rate, viscosity, and thermal properties. Different materials may require specific ejection strategies.
Injection Molding Ejector Pin Types and Sizes:
Choose the right type of ejector pins (e.g., straight, shoulder, sleeve, blade) based on the part’s geometry and material. Select pin sizes that provide adequate ejection force without causing damage.
How Does An Injection Molding Ejector Pin Work?
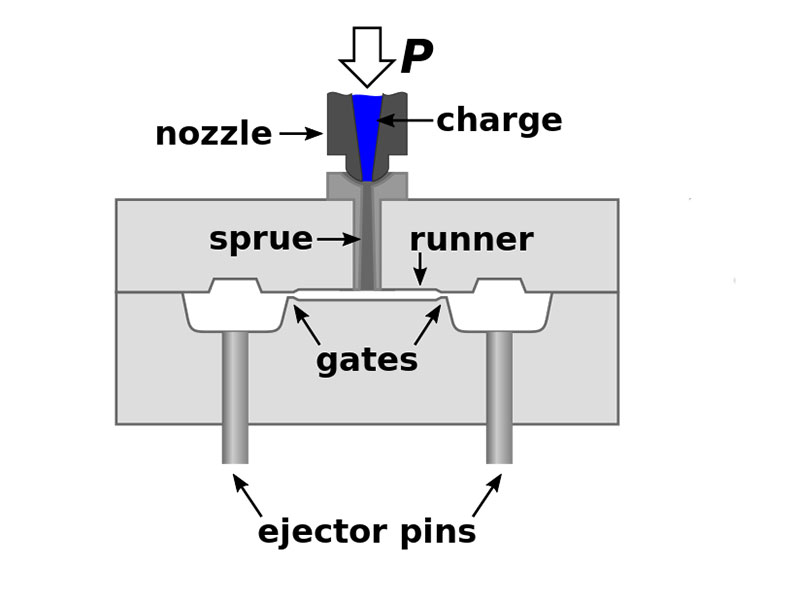
To better understand the process, we would divide the injection molding process into three phases: injection, cooling, and part release.
Injection Phase
At this phase, plastic material is melted and pressurized in a heated barrel, then the molten material is injected into the precisely shaped mold cavity.
Cooling Phase
The material cools and solidifies within the mold cavity.
Part Release Phase
Ejector pins are actuated. Pins extend into the mold cavity, applying force to the solidified part. Then the part is smoothly pushed out of the mold cavity.
The ejector system removes the molded part from the die mold cavity. There are two general methods: manual and automatic.
- Manual Ejector System
After the mold opens, the operator manually retrieves the part using various tools or equipment, such as pliers or a mold release agent. Manual ejection is commonly used for low-volume or custom molding processes where automation is not cost-effective. It allows for greater precision and control in part handling.
- Automatic Ejector System
After the mold opens, the automatic ejector system is activated, extending ejector pins or other mechanisms to push the part out of the cavity. The part is then collected by a conveyor or other automated system. Automatic ejection is ideal for high-volume production where speed and efficiency are critical. It reduces labor costs and ensures consistent part removal.

Ejector Pin Material Selection
The performance and service life of ejector pins depend heavily on material selection. During injection molding, ejector pins are repeatedly subjected to compressive loads, friction, elevated temperatures, and contact with molten plastics. Choosing the right material helps prevent bending, wear, galling, and premature failure.
Hardened Tool Steel
Hardened tool steels are the most common choice for standard ejector pins. Materials such as H13, SKD61, and other heat-treated tool steels provide a good balance of strength, hardness, and wear resistance. They are suitable for most general-purpose molding applications where durability and dimensional stability are required.
High-Speed Steel
For molds operating under demanding conditions, high-speed steel ejector pins offer enhanced hardness and resistance to wear. These materials maintain their mechanical properties even under elevated temperatures, making them suitable for high-cycle production and abrasive plastic compounds.
Stainless Steel
Stainless steel ejector pins are often selected when corrosion resistance is a priority. This is particularly important when molding corrosive resins such as PVC or when molds are exposed to humid production environments. Stainless grades help reduce rust formation while maintaining adequate strength and surface quality.
Surface-Treated Materials
In some applications, the base material is further enhanced through surface treatments such as nitriding, chrome plating, or specialized coatings. These treatments increase surface hardness, reduce friction, and improve wear resistance, extending the service life of the ejector system without significantly changing the pin’s core properties.
Common Defects Related to Ejector Pins and Solutions
There are some common defects related to ejector pins injection molding. Such as ejector pin parks, parts distortion, and parts may stick to ejector pins. Here are some causes and solutions.
Ejector Pin Marks
Visible imprints or blemishes on the molded part’s surface caused by contact with ejector pins during ejection. That may be caused by improper pin placement and using too much ejection force during ejection.
Other Ways to Reduce Ejector Pins Mark:
- Use hard-wearing plastics such as nylon, polyoxyethylene, and ultra-high molecular weight plastics because they resist marks.
- Use mold release agents for an easier, smoother ejection process.
- Incorporate draft angles to reduce the part release process and the work done by the ejector pins.
Part Distortion
Warping or distortion of molded parts due to uneven force applied by ejector pins during ejection. Please ensure ejector pins are symmetrically placed to distribute ejection forces evenly and adjust the ejection force to an optimal level.
Sticking Parts
Some parts may stick to ejector pins, potentially causing damage or part rejection. That may be caused by low ejection force or the parts without draft angles. Therefore, control of ejection force is very important. Design parts with draft angles to facilitate easy ejection.
Click here to learn other common defects causes and solutions.
Choose the Suitable Ejector Pains in Injection Molding
Selecting suitable ejector pins in injection molding is critical to ensuring smooth and efficient part ejection while maintaining the quality of the finished products.
- Select the ejector pin with a larger diameter: If there is enough ejection position, an ejection pin with a larger diameter and size priority should be selected. This choice can provide increased ejection strength, which can be beneficial for challenging or large parts.
- The specification of the ejector pin should be as few as possible: Reducing the number of ejector pin specifications simplifies mold design and maintenance. However, it’s crucial to ensure that the selected ejector pins can effectively eject all parts within the mold.
- The selected ejector pins should meet the ejection strength requirements: Ensuring that the ejector pins meet the required ejection strength is paramount. The pins must be capable of pushing the parts out of the mold without causing damage or deformation. Consider the material properties, geometry, and size of the parts to determine the necessary ejection force accurately.
Conclusion
Strategic pin selection, placement, and strength considerations, coupled with rigorous testing, are essential for smooth molding operations and achieving consistent top-tier manufacturing outcomes. Are you looking for rapid tooling and injection molding services? Welcome contact to Zhongde and get quality molded parts at competitive prices.