We all know that improper mold tool design often causes defects in the final product. Before modifying the mold, try out the mold and evaluate it, optimize the mold tool design and process parameters, which can usually achieve a multiplier effect with half the effort, while meeting the high-quality requirements of mass production for custom plastic parts and rubber parts.
Benefits of Plastic Mold Testing

The plastic mold test is not a procedural step but a strategic in manufacturing success.
First, mold trials guarantee part quality by verifying dimensional accuracy, surface finish, and functional performance against specifications. A well-executed trial mold process catches discrepancies early, preventing defective parts from reaching the market.
Second, identifying issues during the mold trial phase, eliminates the need for costly rework during production.
Third, mold trials optimize the injection molding process. By fine-tuning parameters like injection pressure, temperature, and cooling time, manufacturers achieve shorter cycle times and higher efficiency. Regular mold validation also contributes to extending the injection mold lifespan, reducing long-term costs.
Finally, providing trial samples allows clients to review and approve parts, ensuring alignment with expectations. This collaborative approach, facilitated by trial mold results, builds trust and streamlines project timelines.
Stages of Plastic Mold Testing

The plastic mold test process unfolds through distinct stages, each building on the previous to refine the mold and prepare it for production. These stages, often labeled T0, T1, T2, and occasionally T3 or T4.
T0 (Initial Trial): The T0 stage is the first internal mold trial, focusing on basic mold functionality without producing final parts. It tests mechanical components, such as mold opening, closing, and ejection systems, for structural integrity. This run establishes whether the mold is ready for injection trials.
T1 (First Official Trial): The mold undergoes its first official injection molding run, producing initial samples called tooling samples. These parts are assessed for dimensional accuracy, visual defects, and general quality. T1 identifies major issues such as incomplete fill, sink marks, flashing, or warpage, which can be corrected in the mold or molding process.
T2 (Process Refinement): The T2 plastic mold test builds on T1 feedback, aiming for improve production quality. Adjustments to mold design or injection parameters, such as pressure, speed, or cooling, address defects identified in T1. The focus is on achieving dimensional stability, consistent surface finish, and process repeatability. T2 samples are often used for functional testing or pilot runs, bringing the mold closer to production readiness.
T3 and Beyond (If Required): For complex molds or high-precision parts, further trials may be necessary to fine-tune the mold surface finish, address minor issues, or validate longer production runs.
The Eight Basic Steps of a Plastic Mold Test
To ensure completeness and consistency, the Plastic Mold test usually follows this systematic 8-step workflow:
Step 1. Material and Process Preparation
Study material properties (e.g., drying requirements, flow characteristics) and define trial parameters (e.g., injection pressure, temperature). Ensure compatibility with the mold and machine.
Step 2. Mold Inspection
Before installation, the mold undergoes a rigorous inspection, include mold appearance, materials, gating system, cooling channels, and ejection mechanisms.
Step 3. Equipment Setup
Selecting the appropriate injection molding machine based on factors like mold size, shot weight, and material requirements. The machine’s nozzle radius, barrel cleanliness, and auxiliary equipment (e.g., chillers, temperature controllers) are verified to support the plastic mold test.
Setp 4. Mold Installation
The mold is mounted on the machine, precise alignment cooling and ejection systems. Initial tests in manual mode confirm mold actions, such as ejection and reset, function smoothly.
Step 5. Trial Run Execution
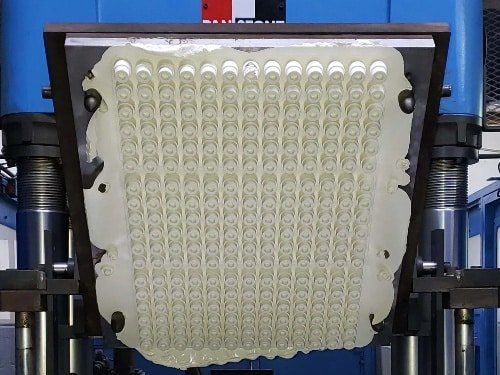
The plastic mold test begins with initial injection cycles, producing a small batch (10-20 parts) to evaluate material flow, cooling efficiency, and ejection performance.
Step 6. Part and Assembly Inspection
Measured the produced parts for dimensional accuracy, weight, and surface quality. Assembly fit with other components is tested to identify issues like misalignment or poor tolerances.
Step 7. Process Optimization
Based on trial results, parameters like injection speed, holding pressure, and cooling time are adjusted to eliminate defects.
Step 8. Final Approval and Documentation
The mold is run for 1-2 hours to verify stability under production conditions. Results, including wear-prone areas and maintenance needs, are documented.
Mold and Sample Inspection Checklist
Below is a detailed checklist commonly used during the Plastic Mold test for molds and produced samples.