Snap fit joints 3D printing offers a clever way to assemble parts without screws or glue, making it a go-to for rapid prototyping and custom designs. These flexible connectors simplify assembly, cut costs, and keep your projects sleek and fastener-free. Whether you’re designing enclosures or consumer products, mastering 3D print snap fit joints can elevate your work. This guide explores the types, design strategies, materials, and technologies behind 3D print snap fit design, giving you practical tips to create reliable snap joints.
What Are Snap Fit Joints?
A snap joint 3D print is a flexible mechanism, like a hook or bead, that bends to lock parts together without additional fasteners. 3D printting and injection molding can custom made these joints. 3D printing (FDM, SLA, SLS) for quick prototypes and unique shapes. Injection molding for high-volume production with tight tolerances.
3D print snap fit joints shine by reducing part count, speeding up assembly, and enabling easy disassembly for tweaks or repairs. They’re used in everything from battery covers to pen caps, offering a clean look with no visible screws. However, designing a 3D print snap joint requires precision to balance flexibility, strength, and durability, as poor design can lead to weak or brittle connections.
Types of Snap Fit Joints for 3D Printing
Choosing the right snap fit joints 3D printing type is key to a successful project. Here’s a rundown of the main types, their uses, and tips for 3D print snap fit joints.
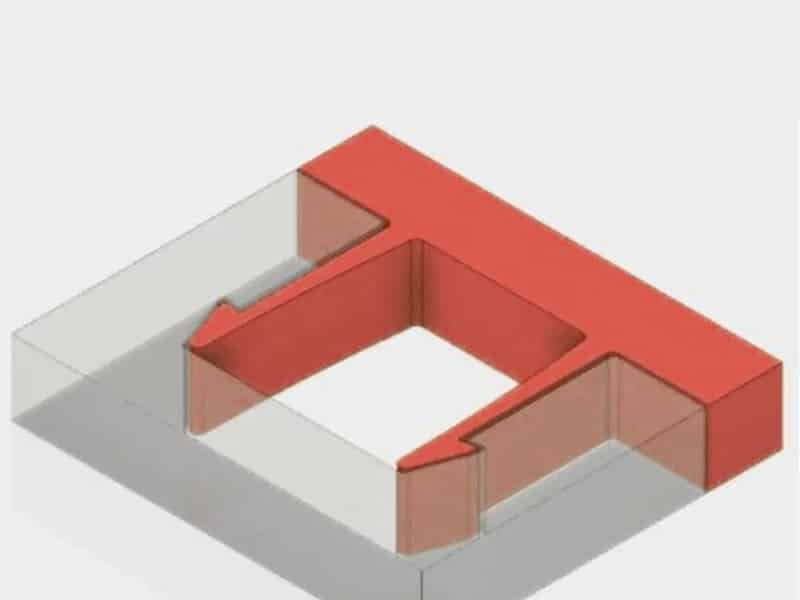
Cantilever Snap Fit
Cantilever 3D print snap fit joints use a flexible beam with a hook that bends and locks into a slot. They’re the most popular type because they’re versatile and easy to design for repeated use. You’ll see them in battery covers for secure, reusable fastening.
Cantilever Snap Fit Joints 3D printing, print beams in the XY plane to avoid weak Z-axis layers, use flexible materials like TPU or Nylon to prevent breaking, and add 0.5-1 mm fillets at the base to reduce stress.

Annular Snap Fit
An annular snap fit 3D print is a circular joint that grips parts tightly using hoop strain, often for permanent or semi-permanent connections. Think pen lids for a tight, reliable seal.
Annular Snap Fit Joints 3D printing: use a high-precision printer like SLA (±0.05 mm) for exact tolerances, pick elastic materials like TPU or tough resins to handle strain, and test prototypes to ensure the 3D print snap joint isn’t too tight or loose.

Torsional Snap Fit
Torsional snap joint 3D print designs use a twisting motion to lock or release parts via a torsion bar. They’re great for modular shelving clips that need easy assembly.
Torsional Snap Fit Joint 3D Print: choose durable materials like Nylon to withstand repeated twisting, print torsion bars in a strong orientation (avoid Z-axis), and test prototypes to confirm the bar won’t snap after multiple uses.

Temporary vs. Permanent Snap Fits
Temporary 3D print snap fit joints (like shallow cantilever hooks) allow easy disassembly, ideal for reusable enclosures. Permanent snaps (like deep annular snap fit 3D print) lock parts once, perfect for sealed containers like food packaging. Use 0.2-0.5 mm clearance and flexible materials for temporary snaps, but tighter 0.1-0.3 mm clearance and sturdy PA 12 Nylon for permanent ones. Print prototypes to check ease of use or locking strength.
How to 3D Print Snap-Fit Joints?
Creating effective snap-fit joints with 3D printing involves selecting the right printing process and materials to ensure functionality, durability, and ease of assembly. In the next section, we explore the key considerations for choosing a 3D printing process and selecting suitable materials for snap-fit joints.
Choosing a 3D Printing Process for Snap-Fit Joints
The three primary 3D printing technologies—Fused Deposition Modeling (FDM), Stereolithography (SLA), and Selective Laser Sintering (SLS)—can all produce snap-fit joints, but each has unique strengths and limitations that impact their suitability.
- Fused Deposition Modeling (FDM): FDM 3D printing service is cost-effective and widely accessible, using thermoplastics like PLA and ABS. However, it has moderate accuracy and prominent layer lines, which can affect the fit of snap-fit joints. For best results, orient parts in the XY plane to maximize strength, as Z-axis prints are weaker due to layer adhesion. FDM is suitable for prototyping but may require post-processing to smooth surfaces and ensure a secure fit.
- Stereolithography (SLA): SLA excels in producing high-resolution parts with smooth surfaces and tight tolerances, making it ideal for snap-fit joints requiring precise fits. Its isotropic parts can be printed in any orientation without strength loss, and a variety of resins (e.g., tough, flexible, or rigid) allow customization for detachable or permanent joints. SLA is perfect for rapid iteration and functional prototyping, though some resins may degrade under prolonged UV exposure.
- Selective Laser Sintering (SLS): SLS prototyping produces durable, end-use parts with industry-standard thermoplastics like nylon and TPU. Its slightly grainy surface can enhance snap-fit security by increasing friction, and the lack of support structures simplifies printing complex designs. SLS parts are nearly isotropic, with minor strength variations between axes, making them reliable for rugged, long-lasting snap-fit assemblies. However, SLS equipment is more expensive, and the surface texture may require consideration for tight tolerances.
Materials for 3D Printing Snap-Fit Joints
Material selection is critical for snap-fit joints, as it determines the joint’s flexibility, strength, and durability. The choice depends on the printing process, the joint’s dimensions, and the required strain performance.
- FDM Materials
Common FDM materials include PLA, ABS, and their blends. ABS is tougher and more durable than PLA, making it better for functional joints, but both may require dimensional adjustments to account for lower strain tolerance. - SLA Materials
SLA resins range from standard (for prototyping) to tough and durable options (for functional parts). Tough resins mimic ABS-like properties, while durable resins offer flexibility for high-cycle snap-fits. - SLS Materials
SLS uses engineering thermoplastics like Nylon 12, Nylon 11, TPU, and composites (e.g., glass- or carbon-filled nylon). Nylon offers excellent durability and flexibility, ideal for rugged snap-fits, while TPU provides elasticity for highly flexible joints.
The following table compares FDM, SLA, and SLS for 3D printing snap-fit joints to help you choose the most suitable 3D printing process.