On the custom molded plastic parts, common ABS PP, and PC custom parts, we often see some shiny injection molding stress marks on the surface of the molded products. These injection molding stress marks are undesirable, and they can detract from the appearance of a part and reduce its strength and durability. In this blog, we will introduce what are stress marks, how to fix plastic stress marks.
What are Stress Marks Injection Molding on Plastic Parts?
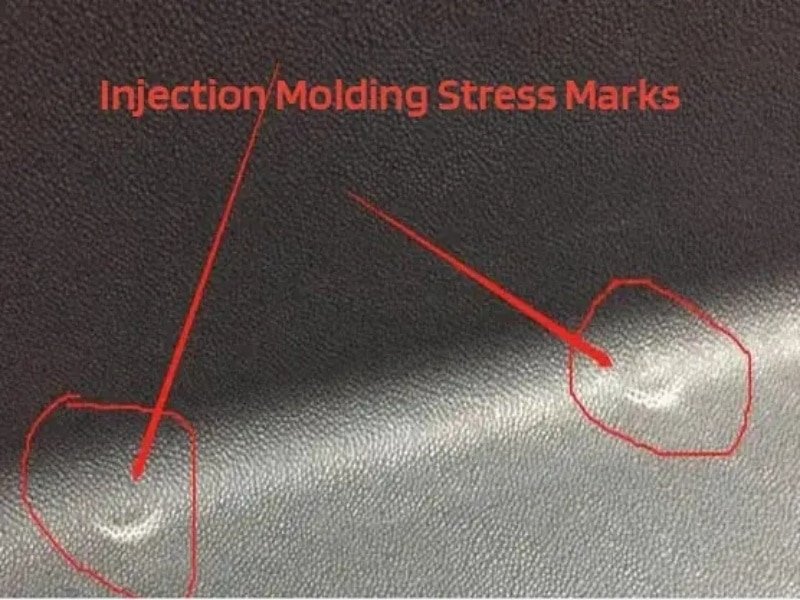
Injection molding stress marks are a plastic injection molding defect during the injection molding process. It is showing as visible discoloration or whitening on the custom part surface. Injection molding stress marks are caused by internal stresses within the molded part. These internal stresses result from various factors such as uneven cooling rates, inadequate material properties, improper processing conditions, etc. Understanding and solving these internal plastic stress marks are important for producing high-quality molded parts.
Typical Phenomena of Stress Marks in Injection Molding
In injection-molded plastic and rubber parts, these phenomena may appear immediately after molding or only become visible after assembly, transportation, or during actual use. The most common observable phenomena include:
- Local injection molding stress whitening at corners, snap-fit roots, screw bosses, or ejection points
- Hairline stress cracks that appear during assembly or in service
- White rings around ejector pin locations caused by excessive ejection force
- Gloss variation or shadow-like marks on high-gloss surfaces
- Surface deformation marks after bending, pressing, or long-term loading
- Assembly-induced whitening around press-fit or snap-fit areas
- Stress-enhanced weld line failure, where whitening or cracking occurs along the weld line
Classification of Injection Molding Stress Mark
| Stress Mark Type | Whitening Occurs | Crack Risk | Typical Impact |
|---|---|---|---|
| Stress Whitening | Yes | Possible | Appearance & potential strength reduction |
| Stress Crack / ESC | Not always | Yes | Structural failure |
| Ejector Stress Ring | Yes | Rare | Appearance defect |
| Stress Shadow / Gloss Change | No | No | High-gloss surface defect |
| Deformation Stress Mark | Sometimes | Possible | Dimensional & appearance issues |
| Assembly-Induced Stress Mark | Mostly yes | Possible | High customer complaint risk |
| Weld-Line Stress Mark | Sometimes | High | Mechanical strength failure |
What Causes Injection Molding Stress Marks?
Injection molding stress marks can be caused by improper part design, injection mold design, material selection, and injection molding parameters.
Internal Stresses and Material Impact
During the cooling and solidification process, internal stresses developed within the molded plastic part. These stresses can be a result of molecular orientation changes, shrinkage variations, and other internal transformations in the material.
Uneven Cooling
Differences in cooling rates across the molded part can lead to variations in shrinkage, causing internal stresses. Thick and thin wall thicknesses have different cooling rates. That will lead to stress concentration and the formation of stress marks. A cooling rate that is too high or too low could cause internal stress that leads to stress marks.
Different Material Properties
Plastic material with different properties that play an important role in stress mark formation. Factors such as melt flow, crystallinity, and thermal properties can influence the material’s susceptibility to internal stresses. Some materials, like acrylic and polycarbonate, are more prone to stress marks than others.
Improper Injection Molding Processing Conditions
Injection molding parameters, including temperature, pressure, and cooling time, impact internal stress. Improper processing conditions, such as excessively high injection speeds or inadequate packing pressure, can exacerbate internal stresses.
Related reading: Principle of Injection Molding Process
How to Fix Plastic Stress Marks in Injection Molding?
Zhongde proactively reduce the occurrence of stress marks in molded plastic parts, ensuring the production of high-quality parts.
Optimizing Part Design
Optimizing the part design can help minimize stress marks.
- Uniform Wall Thickness: Ensure consistent thickness throughout the part to promote even cooling and reduce differential shrinkage.
- Avoid Sharp Corners: Minimize stress concentrations by eliminating sharp corners and abrupt changes in section thickness.
- Fillets and Radii: Incorporate smooth transitions to distribute stresses more uniformly across the part.
Optimizing Mold Design
- Proper Gate Number and Location: If the gates are too small, too few, or unevenly distributed, the injection molding stress marks will occur. We should reasonably set the gate number and position gates to facilitate smooth and uniform material flow, reducing the likelihood of stress marks.
- Effective Venting: Inadequate venting can cause higher internal pressures in the mould. Implement proper venting to allow air and gases to escape, and ensure material flows freely through the part without creating internal stress buildup.
- Consider Part Orientation: Align the part in the mold to minimize uneven cooling and potential stress concentration areas.
Optimizing Injection Molding Process Parameters:
Injection Speed and Pressure: A high injection speed and pressure will cause stress concentrations and lead to stress marks. Optimizing the parameters and achieving a balance by testing will minimize the stress marks.
- Control Cooling Rates: Adjust cooling rates to ensure uniform solidification, minimizing internal stresses.
- Melt Temperature Management: Optimize melt temperatures to avoid rapid cooling and reduce the risk of stress mark formation.
- Mold Temperature Control: Maintain proper mold temperatures to promote consistent cooling across the part. Generally, lowering the mold temperature is the most choice.
- Reasonable Holding Pressure and Time: With the increase in holding pressure and holding time, stress marks will occur. We should set up reasonable holding pressure and time ( decrease when necessary).
Select Proper Materials
Injection molding stress marks can be minimized through material selection. Different materials make it easy to get stress marks in different ways.
- Coefficient of Thermal Expansion (CTE): Opt for materials with a low CTE to mitigate internal stresses and reduce the risk of stress marking. For example, Polypropylene and ABS have lower CTE, making them less susceptible to stress marking compared to high-CTE materials like polycarbonate or acrylic.
- Molecular Structure: Prioritize materials with organized molecular structures, especially semi-crystalline options like nylon. These materials can dissipate internal stresses more effectively, minimizing the likelihood of stress marking. Compared to polycarbonate or acrylic, nylon can reduce internal stress.
- Stiffness: Select materials with an appropriate level of stiffness to avoid the development of internal stresses that could lead to stress marks. For example, While nylon offers higher stiffness, we should consider it to prevent strain buildup. Alternatively, materials with lower stiffness, such as polypropylene or ABS, can help reduce the risk of stress marks.
- Chemical Resistance: Materials vulnerable to chemical exposure may degrade, becoming more prone to stress marking. Ensuring chemical resistance is important.
If you want to learn more about plastic material properties, welcome to check our material selection page.
Conclusion with Stress Mark Injection Molding
Injection molding stress marks are defects of injection molded parts. It often reflects imperfections in the injection molding process and design. If you want to get high-quality molded parts, it is important to pay attention to details. Part design, mold design, materials selection, and injection molding parameters setting, each decision is important.



