Flow Line
Flow lines are undesirable patterns such as streaks, ripples, or lines that appear on the surface of a molded part. They are caused by variations in the flow speed of molten plastic within the mold, leading to uneven cooling and solidification of the resin. This common molding defect is more likely to occur in areas with inconsistent wall thickness or where sharp corners and insufficient radii are present.

How To Avoid Flow Line?
-
- Increase injection speed, pressure, and material temperature to ensure the mold is fully filled before cooling.
- Add fillets at corners and wall transitions to maintain consistent flow and reduce flow lines.
- Optimize gate location to keep it away from cooling channels and prevent premature cooling.
- Enlarge nozzle diameter to improve flow rate and minimize uneven cooling.
Sink Mark
Sink marks (common defects in injection molding) are depressions on the surface of Injection molded parts, often found in areas with thicker walls or ribs. They occur when the internal material continues to shrink during cooling, while the outer layer has solidified, preventing material flow and causing surface indentations.

How To Avoid Sink Mark?
-
- Ensure proper holding time until the gate solidifies.
- Optimize cooling time to avoid gaps.
- Control melt and mold temperatures within the optimal range.
- Improve mold design to minimize pressure loss during injection.
Delamination
Surface delamination is an injection molding defects that manifests as a thin, peelable layer on the surface of the part. It is usually caused by contaminants in the material (such as mold release agents), which form a barrier in local areas, preventing the normal bonding of the plastic layers, affecting the appearance and strength of the part.

How To Avoid Delamination?
- Reduce reliance on release agents to reduce the risk of surface delamination;
- Pre-dry plastic materials before molding and increase mold temperature to ensure uniform material flow;
- Smooth corners within the mold to avoid sudden changes in melt flow, thereby reducing delamination.
Welding Line
Welding Line refers to the linear trace formed at the intersection of materials when two molten plastic flow paths meet during the injection molding process. It is usually caused by the failure of molten plastic to completely fuse, uneven flow path distribution, or insufficient injection speed and pressure, resulting in failure to achieve complete bonding when the plastic cools, forming a clear dividing line, causing obvious injection defects, and affecting the strength and durability of parts.

How To Avoid Welding Line?
- Increase mold temperature to avoid premature solidification at the weld area.
- Boost injection speed and pressure to delay cooling and ensure full material fusion.
- Remove mold barriers to allow smoother flow.
- Use lower melt point or viscosity materials for faster flow and reduced cooling time.
Short Shot
Short shot (Common injection molding defects) occurs when the molten resin fails to fully fill the mold cavity, resulting in incomplete and unusable parts. The main cause is restricted flow within the mold, often due to a narrow injection gate. Other potential causes include insufficient injection pressure, air traps, high material viscosity, or improper mold temperature.

How To Avoid Short Shot?
- Improve flow by optimizing mold design and using wider channels or gates.
- Increase injection speed or pressure, or use thinner substrate to improve flow.
- Increase mold temperature to avoid premature cooling of the material.
- Increase or expand the mold vents to ensure smooth gas discharge.
Warping
Injection molding warpage is the unintended twisting or bending of a part due to uneven internal shrinkage during the cooling process. Warpage injection molding defects usually result from uneven or inconsistent cooling of the mold, which in turn creates stress within the material.

How To Avoid Warping?
- Optimize the mold cooling system to ensure uniform cooling and reduce temperature differences.
- Use appropriate injection parameters, such as increasing injection speed and pressure, to ensure even filling of the material.
- Design parts with uniform wall thickness to avoid areas that are too thick or thin.
- Adjust mold temperature to keep it within the optimal range to reduce material stress.
- Choose suitable materials to ensure uniform shrinkage during cooling.
Jetting
Jetting is a defect in injection molding that occurs when the molten resin begins to solidify before the mold cavity is fully filled. This uneven solidification creates visible wavy or snake-like patterns on the surface of the part, negatively affecting both its appearance and structural strength.

How To Avoid Jetting?
- Relieve it by reducing the injection speed or optimizing the filling method.
- Enlarging or optimizing the gate design can help slow down the melt speed and enhance mold adhesion.
- Adjust the mold temperature to improve flow and cooling.
- Choose low-viscosity materials to help smooth mold filling and reduce the risk of injection.
Vacuum Void
Vacuum voids are air pockets that form inside or near the surface of injection-molded parts, typically caused by uneven cooling between the outer surface and the inner sections of the part. While similar in cause to sink marks, voids differ in that they form as internal bubbles rather than surface depressions.

How To Avoid Void?
- Increase the holding time and pressure to ensure that the material is fully filled and compacted to reduce void formation.
- Optimize the cooling system to make the temperature inside and outside the part uniform and prevent internal cooling lag.
- Design reasonable wall thickness to avoid uneven shrinkage caused by excessive thickness in the center.
- Use dry plastic raw materials to avoid bubbles formed due to water evaporation.
- Adjust the gate position and size to help the melt fill the mold more evenly.
Flash
Flash refers to thin excess material that seeps out from the mold parting lines, gates, or vents during injection molding. It is typically caused by poor mold fit, insufficient clamping force, excessive injection pressure, or mold wear that creates gaps.

How To Avoid Flash?
- Ensure that the mold is tightly closed to avoid plastic overflow due to loose mold fit.
- Increase the clamping force to ensure that the mold is not opened during the injection process.
- Adjust the injection pressure to avoid excessive pressure causing the melt to overflow the mold.
Burn Mark
Burn marks are a defects in injection molding, characterized by localized discoloration or scorched spots on the part’s surface. They are typically caused by excessively high injection temperatures, prolonged holding time, or high mold temperatures, which overheat the material or cause localized overheating, resulting in carbonization.

How To Avoid Burn Mark?
- Control injection speed, barrel temperature and dwell time to prevent material overheating.
- Ensure that the mold is designed reasonably and has a good exhaust system to reduce local overheating.
- Regularly maintain the injection molding equipment to keep the equipment in good condition.
- Choose the right plastic material to avoid burn marks caused by material problems.
Splay Mark
Splay marks are surface defects in injection molding, characterized by fine silver streaks or lines on the part’s surface. They are typically caused by moisture or volatiles in the molten plastic, or by excessive temperature, fast injection speed, or premature cooling of the plastic surface during the injection process.

How To Avoid Splay Mark?
- Test the material moisture content to ensure proper drying level through the dryer.
- Control molding process parameters such as melt temperature and injection speed to avoid premature cooling.
- Adjust process parameters such as water and mold temperature to ensure better plastic flowability.
Brittleness
Brittleness is when a material breaks instead of bending under stress. In injection molding, it can be caused by the material’s properties, high injection temperatures, or improper cooling. Using the wrong plastic, excessive drying, or overcooling can make parts more brittle and prone to breaking.

How To Avoid Brittleness?
- Choose the right plastic material and ensure it has good toughness.
- Control the injection temperature and cooling rate to avoid overheating or too fast cooling.
- Avoid over-drying the material and maintain the appropriate moisture content.
Bubbles
Bubbles are a defect in injection molding, characterized by air bubbles appearing inside or on the surface of the part. They are typically caused by moisture, volatiles, or air trapped in the material, which fails to be fully expelled during the injection process.

How To Avoid Bubbles?
- Dry the material to reduce moisture and volatiles.
- Optimize the injection process, control the injection speed and pressure, and ensure good exhaust.
- Improve the mold design and add exhaust holes to help air and gas to be discharged smoothly.
Other Injection Molding Defects
Discoloration
Discoloration refers to uneven or inconsistent color on the part’s surface. It is usually caused by excessive heat, too fast injection speed, or impurities in the material. Overheating can lead to material degradation, changing its color. Proper processing conditions and material selection help prevent color change.
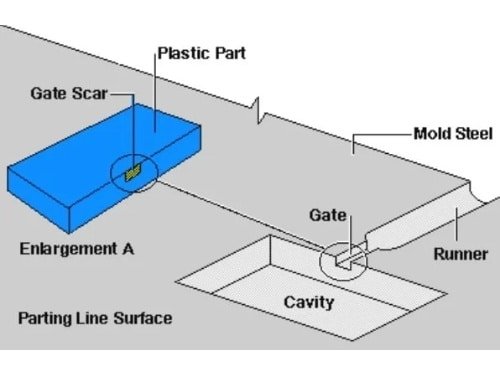
Gate Marks
Gate marks refer to visible marks left on the surface of the part where the gate is located. This is often caused by poor gate design, improper gate placement, or insufficient injection pressure. Optimizing gate design, increasing pressure, or adjusting gate location can reduce this defect.
Contamination
Contamination refers to foreign substances (such as dust, oil, or other impurities) contaminating the material during injection molding, resulting in spots or stains on the surface of the part. It may be caused by environmental factors, inadequate equipment cleaning, or poor material storage. Regular cleaning and proper material storage help reduce contamination.
Blush
Blush refers to white, foggy spots or haze on the part’s surface. This is usually caused by excessive moisture, volatile substances, or excessively high mold temperatures. Controlling humidity and adjusting mold temperature appropriately helps prevent blush formation.
Scratches
Scratches refer to visible fine lines on the part’s surface, usually caused by uneven mold surfaces, improper handling tools, or equipment. Regular inspection and maintenance of molds, as well as avoiding unnecessary friction, can effectively prevent scratches.
Cracking
Cracking refers to the formation of cracks or breaks in the material due to excessive internal stress, uneven cooling, or external impacts. It is commonly caused by high mold temperatures, rapid cooling, or the brittleness of the material. Optimizing cooling time, controlling injection conditions, and selecting the right material can effectively prevent cracking.
Lack of Gloss
Lack of gloss refers to the absence of the expected smooth or shiny surface finish in injection-molded parts. It is often caused by rough mold surfaces, too slow injection speeds, or insufficient temperatures. Optimizing mold surface quality, increasing injection temperature, and adjusting speed can improve the gloss of parts.
Achieve Defect-Free Molding with Zhongde’s Precision Injection Solutions
At Zhongde, we understand the importance of producing high-quality, precision parts from the very start. The methods of preventing defects are different for different materials, such as plastic molding defects and molded rubber part defects.With over 40 years of experience in plastic and rubber injection molding, we focus on proactive solutions to minimize injection molding defects at every stage of the process.
From mold design to production and final shipment, our dedicated team ensures that each product is manufactured with precision and attention to detail. We work with you to optimize molding techniques, mold design, and even product specifications, ensuring your parts maintain form, fit, and function. Choose Zhongde for your next injection molding project, and experience worry-free, top-tier results.