In plastic injection molding services, core pull injection molding transforms the way complex plastic parts are designed and manufactured. By using movable cores in injection molding, this technique allows features like side holes, undercuts, and intricate internal geometries that standard molds cannot achieve. In this guide, we break down how core pull injection molding works, explore its benefits and challenges, and examine different core pull systems that optimize production efficiency and part quality.
If you are not familiar with injection molding itself, you can learn more in our article on Injection Molding Explained.
Understanding Core Pull Injection Molding
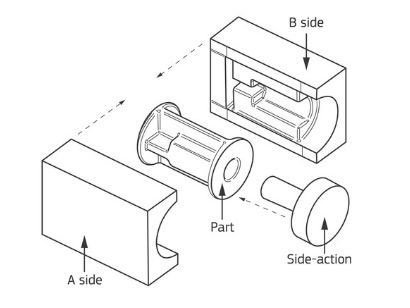
The injection mold core pull, also known as core puller injection molding, is used to make parts with side holes or undercuts into active cores. When the plastic part is demolded, the movable core is pulled out first, and then the plastic part is ejected from the mold. The mechanism that completes the pulling out and resetting of the movable core is called the injection molding core pull mechanism. Understanding the cores and cavities in injection molding is essential, as these core structures define the part’s shape and determine how movable cores are incorporated. When the plastic part has internal and external holes or undercuts that are different from the mold opening direction, which hinders the direct demolding of the plastic part, an oblique slider core-pulling mechanism must be used.
The core mold pulling mechanism is divided by function and generally consists of five parts: forming components, moving components, transmission components, locking components, and limit components. There are two situations in which the core-pulling mechanism ejects the product from the injection mold: one is to complete the lateral core-pulling first when the mold is opened, and then push out the product; the other is to push out the product first, and then pull out the lateral cores. The choice between these two methods depends on the part design, undercut positions, and mold opening direction.
Core Pull Injection Molding Work Principles

Core pull injection molding works on the principle of controlled movement of a core inside the mold during the injection molding process. The core is a movable part of the mold that creates internal features and undercuts in the molded part. Here’s how the core pull system operates:
- Mold Closure: During the mold closing phase, the core and cavity come together to form a closed mold.
- Plastic Injection: Molten plastic is injected into the mold cavity under high pressure.
- Cooling Stage: The plastic inside the mold cools and solidifies to the desired shape.
- Ejection Phase: Once the plastic has solidified, the mold opens, and the core is pulled away from the cavity by a hydraulic core pull cylinder or mechanical system.
- Part Ejection: The molded part is then released from the mold cavity without distortion or damage, thanks to the retraction of the core.
- Mold Reset: The core returns to its original position, and the mold is ready for the next cycle.
By employing core pulls and advanced injection core mechanisms, manufacturers can produce intricate and complex parts with smooth surfaces and internal features that enhance the functionality and aesthetics of the final product.
Advantages of Core Pull Injection Molding
- Complex Part Design: Core pull enables the production of intricate parts with undercuts, threads, and internal features, expanding design possibilities.
- Enhanced Aesthetics: Smooth surface finishes and precise detailing are achievable with core pull, enhancing the visual appeal of the molded parts.
- Functionality Improvement: Core pull allows for the creation of parts with superior functionality, such as snap-fit assemblies and interlocking components.
- Cost Efficiency: Core pull eliminates the need for secondary operations, reducing production costs and lead times.

Limitations of Core Pull in Injection Molding
- Increased Complexity: Implementing core pull adds complexity to the mold design and molding process, requiring skilled expertise.
- Cycle Time: Core pull can extend cycle times due to the need for additional movement and retraction.
- Maintenance: Core pull mechanisms require regular maintenance to ensure smooth operation and prevent downtime.
- Cost Consideration: The initial investment in core pull systems may be higher than conventional molds, impacting the project’s budget.
Design Considerations for Core Pull Systems:
Designing core pull cylinder systems and injection molding slider mechanisms in injection molding requires careful consideration to ensure the effectiveness, reliability, and safety of the system. Here are some key design considerations for core pull systems:
- Part Design: The part design should incorporate features that require core pull. Identify areas with undercuts or internal features that necessitate the use of core pull to achieve the desired part geometry.
- Core Placement and Number: Determine the locations and number of cores required for the part design. Position the cores appropriately to create the desired internal features.
- Core Pull Direction: Decide on the direction in which the cores need to move to release the part from the mold. Core pull can be vertical, horizontal, or angled, depending on the part’s features.
- Mechanical or Hydraulic Actuation: Choose between mechanical or hydraulic actuation for the core pull system. Mechanical systems are simpler and cost-effective, while hydraulic systems offer more precise control.
- Actuation Mechanism: Select the type of actuation mechanism, such as cams, levers, or hydraulic cylinders, based on the required force and movement.
- Actuation Timing: Ensure that the core pull system’s actuation timing aligns with the mold opening and closing sequence to avoid interference with other mold components.
- Core Pull Sequence: Plan the sequence in which the cores will move during mold opening and closing. Consider the interaction between different core pull movements.
- Ejection Mechanism: Coordinate the core pull system with the ejection mechanism to ensure smooth and efficient part ejection.
- Lubrication and Maintenance: Incorporate proper lubrication points and design the core pull system for easy maintenance and longevity.
- Safety Mechanisms: Implement safety features to prevent improper operation or damage to the mold due to incorrect core pull sequencing.
- Material and Coatings: Select appropriate materials and coatings for the core pull components to ensure durability and minimize wear.
- Interlocks and Sensors: Consider using interlocks and sensors to prevent mold closing if the cores are not fully retracted or if any obstruction is present.
- Testing and Validation: Conduct thorough testing and validation of the core pull system during mold trials to ensure its functionality and reliability.
By addressing these design considerations, the core pull system can be successfully integrated into the injection mold to create parts with complex internal features or undercuts, expanding the design possibilities and capabilities of the injection molding process.
Types of Core Pull Injection Molding and Their Applications
There are many types of core pull injection molding. The choice of core pull type depends on the specific requirements of the injection molding project, including part design complexity, force needs, cycle time considerations, and budget constraints. Proper selection and implementation of the appropriate core pull system are vital to achieving successful injection molding outcomes. Here are the common types of core pull injection molding as below.
Hydraulic Core Pull
This type of hydraulic core pull cylinder system utilizes hydraulic cylinders to actuate the movement of cores in the mold. It is suitable for large and heavy molds or applications requiring high force.
Applications: Automotive parts, large-scale consumer products, industrial components.
Mechanical Core Pull
Mechanical core pull uses mechanical levers, gears, or cams to move the cores. It is a cost-effective option for moderate force requirements.
Applications: Small to medium-sized parts with undercuts, electronic enclosures, and medical devices.
Pneumatic Core Pull
Pneumatic core pull employs compressed air to actuate the movement of cores. It offers rapid cycling times and is ideal for small to medium-sized molds.
Applications: Thin-walled parts, consumer electronics, packaging components.
Hydraulic-Mechanical Hybrid Core Pull
This type combines hydraulic and mechanical systems, offering a balance of force and cost-effectiveness.
Applications: Medium-sized parts with complex features, household appliances, and furniture components.
Electric Core Pull
Electric core pull utilizes electric motors to drive the core movement, offering precise control and energy efficiency.
Applications: Electronics, optics, miniature components.
Indexing Core Pull
Indexing core pull is used when multiple cores need to move independently at different angles during the molding process.
Applications: Gears, camshafts, rotating components.
Examples of Parts Made Possible Through Core Pull Injection Molding

Core pull injection molding opens up the possibility of manufacturing intricate and complex parts that would be challenging or impossible to produce using conventional molding techniques. Some examples of parts made possible through core pull injection molding include:
- Threaded Components: Core pull allows for the creation of threaded parts with internal threads, such as screw caps, bottle closures, and threaded connectors.
- Undercut Designs: Parts with undercuts, like hooks, snaps, and latches, can be efficiently molded using core pull mechanisms.
- Hollow Parts: Core pull enables the production of hollow components, like containers, tubes, and vials, with internal voids or cavities.
- Gears and Cogs: Complex gear shapes, including internal gears and cogs, can be achieved through core pull injection molding.
- Nested Parts: Core pull facilitates molding nested parts, where one part fits precisely within another, like nesting containers or compartments.
- Handles and Grips: Ergonomic handles and grips with intricate shapes can be molded using core pull technology.
By leveraging core pull capabilities, manufacturers can produce innovative and sophisticated parts that meet precise design requirements, enhance functionality, and elevate the overall aesthetics of the final products.
Conclusion
Core pull injection molding makes complex plastic parts with undercuts, side holes, and internal features possible. As a professional custom injection molding manufacturer, Zhongde’s expertise in mold design and core pull systems ensures precise, efficient, and reliable production of these challenging parts. By mastering advanced injection molding core pull and core mold mechanisms, we deliver high-quality custom components such as threaded parts, hollow structures, and intricate gears.