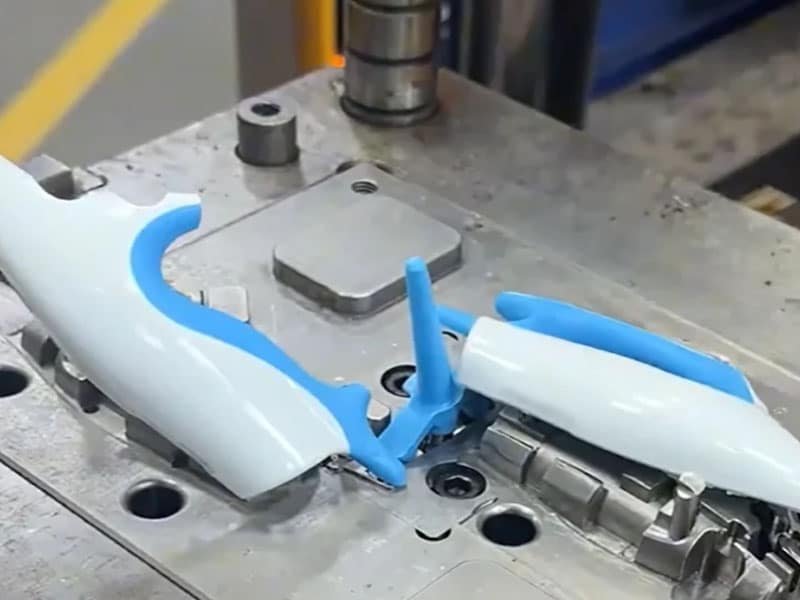
Molded rubber products refer to small and medium-sized rubber products that are molded and vulcanized on a flat vulcanizer. The same type of problems that occur in rubber molded products includes lack of glue, delamination and cracking, mold release cracks, etc. Due to the different types, batches, origins, machines, and operators of rubber materials, we can only analyze the specific situation.
Ⅰ. Lack of materials for molded rubber products
Lack of material in injection molding is manifested as a loose surface (full or partial), pockmarked surface, or voids. The causes and prevention methods:
(1) Insufficient feeding amount. To ensure that there is no shortage of glue in each hole, the amount of material should be accurately determined, and the amount of material should be added and reflected in the process document;
(2) Insufficient pressure. When injection molding the amount of glue cannot fill the cavity, and the pressure should be appropriately increased;
(3) The fluidity of the rubber compound is too poor. When the performance of the molded rubber products allows, the compound formula can be adjusted to increase the plasticity. Appropriately increase the pressure in the process or apply a layer of lubricants such as zinc stearate, silicone oil, or fluorine on the surface of the mold.
Ⅱ. Delamination and cracks of molded rubber products
(1) The return rubber (the rubber compound is not used up after being mixed and mixed with the new rubber compound, which is called the return rubber) and the new compound are mixed unevenly, resulting in inconsistent vulcanization degree Layered. Increase the number of thin passes and mix evenly.
(2) The rubber compound or mold is contaminated by grease and other impurities, and it is easy to dirty the mold. Layer the contaminated areas, protect the compound, and clean the mold cavity.
(3) The release agent is sprayed too much, so that part of it is immersed in the rubber compound, causing the product to be delaminated and cracked. Spray as little or no spray as possible.
Ⅲ. Demolding and tearing of molded rubber products
Demoulding tearing (tear loss): This defect refers to the tearing of the product during the demolding process. The tearing part varies according to the reasons for the tearing. The reasons and prevention methods are as follows:
(1) Oversulfur. Because the over-vulcanized product is not elastic enough, it is easy to cause mechanical damage when it is ejected from the mold. In general, such problems can be solved by appropriately reducing the vulcanization temperature and shortening the vulcanization time.
(2) The mold temperature is too high during demolding. The rubber molecules are still in vigorous motion, and when they encounter cold air, they will be partially cooled first, forming internal pressure with the post-cooling part, which is very likely to cause demolding cracks. Silicone rubber has many such defects.
(3) The release agent is not used or the amount of release agent is not enough, which is easy to cause damage. At this time, the amount of release agents should be increased.
The above summarizes the causes and treatment methods of damage and cracks in the molding process of molded rubber products. To fundamentally solve this problem and obtain high-quality rubber products, high-quality raw materials, advanced equipment, and rich production experience are required.
Zhongde (Beijing) Machinery Equipment Co., Ltd. is a custom-molded rubber parts manufacturer with many years of experience in the manufacture of industrial molded rubber products. It has introduced automated equipment such as rubber injection machines, large vulcanizers, etc. for high-volume orders, which can produce various compression molded parts. Welcome to consult if necessary.