Polytetrafluoroethylene (PTFE), a fluoropolymer with properties such as chemical resistance, thermal stability up to 260°C, low friction, and electrical insulation, is used for components like seals, bearings, and insulators. Due to its high melt viscosity, PTFE requires specific processing methods, with PTFE compression molding being the primary technique for producing parts.
What Is Polytetrafluoroethylene Compression Molding?
PTFE compression molding is a compression molding process designed for shaping PTFE powder into solid parts through pressure and heat. The method starts with filling a mold with PTFE resin in powder form, applying high pressure to create a compact preform, and then sintering it to fuse the particles. This approach is necessary because PTFE does not melt into a flowable liquid, unlike many thermoplastics, due to its structure that results in high viscosity even above its melting point of approximately 327°C.

Comparison of PTFE Compression Molding with Other Processes
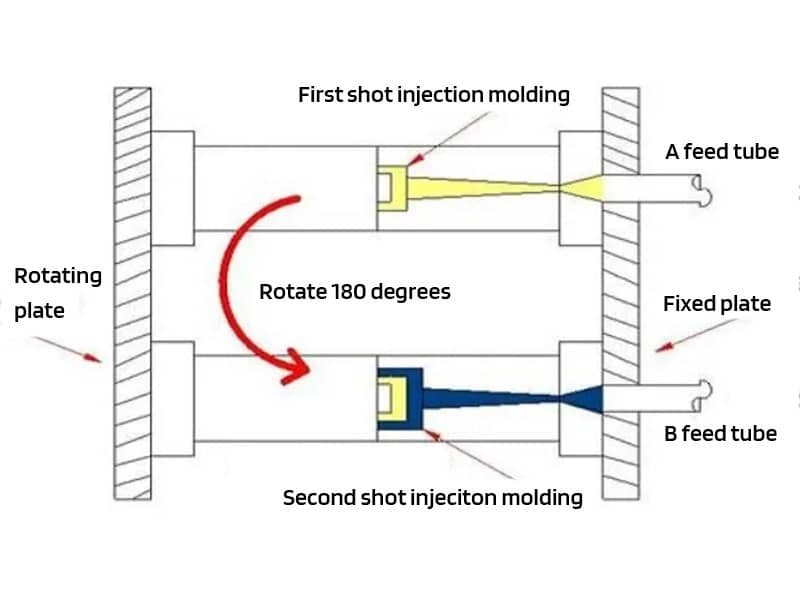
To understand the role of PTFE compression molding, the following table compares PTFE compression molding with alternatives like ram extrusion and the PTFE injection molding process.
Advantages of Polytetrafluoroethylene Compression Molding
PTFE compression molding offers several benefits that make it a preferred method for producing PTFE components.
Dimensional Precision
The process achieves tight tolerances, through controlled pressure and sintering. This ensures parts meet exact specifications, making them suitable for assemblies in industries like aerospace and medical devices.
Material Efficiency
Minimal waste occurs as PTFE powder is directly shaped into the desired form. This reduces costs, particularly for expensive PTFE resins, by avoiding excess material that requires trimming.
Versatility in Design
Compression molding PTFE supports a wide range of part sizes and complexities, from small seals to large liners. It allows customization without extensive tooling changes, accommodating diverse design requirements.
Cost-Effectiveness for Low Volumes
Lower initial tooling expenses compared to other methods make PTFE compression molding economical for prototypes and small to medium batches. This is advantageous for custom or low-volume production runs.
Limitations of PTFE Compression Molding
Extended Cycle Times
Each part requires separate compression and sintering phases, lasting hours or days, limiting throughput to lower volumes compared to continuous methods like ram extrusion.
Risk for Thicker Part
Part thickness impacts processing, as thicker sections need prolonged sintering to ensure fusion, potentially causing inconsistencies if temperatures are not precisely controlled.
Shrinkage Challenges
Sintering causes 2-5% shrinkage, requiring mold adjustments that add complexity to design iterations and prototyping.
Post-Processing Requirements
Machining to remove flash or achieve final dimensions adds steps and costs, while environmental controls for powder contamination increase operational complexity.
PTFE Material Grades for Compression Molding

Grades vary by purity, fillers, and intended use. Virgin PTFE: 100% pure, with 2.14-2.20 g/cm³ density and 20-30 MPa tensile strength; offers maximum chemical resistance for food and medical applications (FDA-compliant).
- Mechanical Grade PTFE: Reprocessed, cost-effective with slightly reduced purity; suitable for general engineering where cost matters.
- Glass-Filled PTFE (5-40% glass): Boosts compressive strength and durability, less flexible, ideal for bearings and structural components.
- Carbon-Filled PTFE (10-35% carbon): Enhances load-bearing and thermal conductivity, adds static dissipation for seals under pressure.
- Graphite-Filled PTFE (5-15% graphite): Reduces friction and improves electrical properties, used for anti-static and sliding parts.
- Bronze-Filled PTFE (40-60% bronze): Increases wear resistance and thermal stability, common in automotive bushings.
- Molybdenum Disulfide-Filled PTFE: Improves hardness and chemical resistance, suitable for high-stiffness applications.
- Mica-Filled PTFE: Stabilizes material for consistent performance, FDA-approved for food contact.
PTFE Compression Molding Process Flow
The PTFE compression molding process involves several key steps to transform PTFE powder into high-quality, customized compression molded parts.
- Preparation of PTFE Material
The process begins with selecting the appropriate PTFE powder grade suited to the final product’s performance requirements. The PTFE material typically comes as a fine powder or granular form. - Loading and Charging the Mold
The prepared PTFE powder is loaded carefully and evenly into a mold cavity, which is precisely engineered to the desired final shape. - Preforming
Once the powder is loaded, it is compressed under high pressure, usually ranging from 3,000 to 10,000 psi. Compression squeezes the powder into the shape of the mold and increases its density. This is typically done at room temperature using a hydraulic press in single-axis or isostatic compression modes. - Sintering (Heat Treatment)
After compaction, the mold and PTFE preform are heated to a temperature above PTFE’s melting point, generally between 360°C and 380°C. - Cooling
Controlled cooling follows sintering to minimize internal stresses and dimensional distortion. - Demolding and Post-Processing
Once cooled, the molded PTFE part is removed from the mold. Due to shrinkage during sintering, slight dimensional variations may occur, so post-processing such as machining or finishing may be necessary to achieve tight tolerances and surface finish. - Quality Inspection
Final parts undergo inspection for dimensional accuracy, density uniformity, surface defects, and material properties.
Conclusion
PTFE compression molding is a vital process for crafting high-performance components, leveraging PTFE’s unique properties through a precise, adaptable method suited for custom applications. If you are exploring other materials suitable for compression molding, you might also want to learn about thermosetting plastics in compression molding, UHMWPE compression molding, and thermoplastic compression molding to understand their unique advantages and processing requirements.
Zhongde offers specialized PTFE compression molding services with advanced equipment and expertise, ensuring reliable solutions for diverse industry needs. Contact Zhongde to explore tailored manufacturing options.