The quality, efficiency, and consistency of molded components rely heavily on controlling the injection molding process parameters. The process involves heating thermoplastic material until it melts, injecting it under pressure into a closed mold, allowing it to cool and solidify, then ejecting the finished part. Small variations in settings can lead to defects such as short shots, sink marks, flash, warpage, voids, or burn marks.
Most Common Injection Molding Parameters
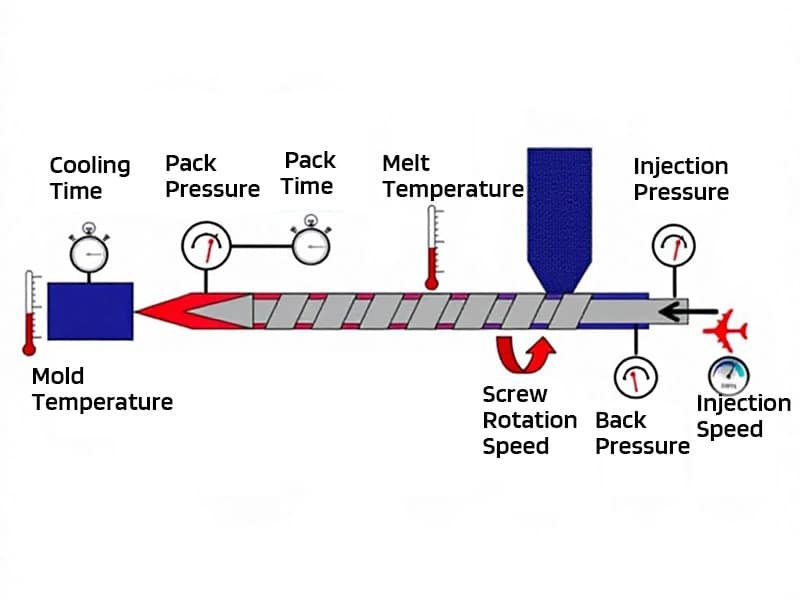
The most common injection molding parameters include:
- melt temperature
- mold temperature
- pressure (injection, holding & back pressure)
- injection speed
- cooling time
- clamping force
Melt Temperature
The melt temperature is the heat level at which the plastic resin becomes fluid and ready for injection into the mold. It is typically set between 180–320 °C depending on the resin. Proper melt temperature ensures the material flows easily without degrading. Too low a value increases viscosity and can cause incomplete filling; too high a value may cause thermal degradation, discoloration, or gas formation.
Mold Temperature
Mold temperature is the temperature maintained in the mold cavity and core, usually between 20–120 °C. It influences cooling rate, crystallinity (in semi-crystalline materials), and surface finish. Low mold temperatures speed cooling but can lead to poor surface quality or high residual stress; higher temperatures improve flow and reduce warpage but extend cycle time.
Pressures (Injection, Holding & Back Pressure)
In injection molding, three key pressure settings control different stages of the process.
Injection pressure (typically 500–2000 bar) pushes the molten plastic into the mold cavity during filling; it must be high enough to overcome flow resistance and completely fill the part, but not so high that it causes flash or damages the mold.
Once the cavity is nearly full, holding (packing) pressure (usually 50–80% of injection pressure) takes over for a few seconds to pack in extra material as the plastic cools and shrinks, helping to eliminate sink marks and internal voids.
Separately, back pressure (only 5–20 bar) is applied during screw recovery while the next shot of material is prepared; it ensures good melt mixing, removes trapped air and volatiles, and prevents defects like splay or bubbles, though too much back pressure can overheat the material or slow the cycle.
Injection Speed
Injection speed controls how quickly the melt enters the cavity, measured in mm/s or % of machine capacity. Slower speeds promote uniform filling and reduce shear stress; faster speeds improve surface finish in some cases but can cause jetting, burn marks, or trapped air.
Cooling Time
Cooling time is the duration the part remains in the mold after packing to reach ejection temperature. It often accounts for 50–70% of total cycle time. Proper cooling time ensures dimensional stability; too short a cooling time can cause warping or deformation after ejection.
Clamping Force
The clamping force keeps the mold closed under injection pressure. It is calculated based on projected area and must exceed the force exerted by the melt to prevent flash.
How Molding Parameters Affect Part Quality
Injection molding process parameters interact to determine filling, packing, cooling, and ejection outcomes. Their combined effects influence several aspects of part quality.
Surface finish is affected by mold temperature, injection speed, and melt temperature. Higher mold temperatures and appropriate speeds reduce flow marks and improve gloss, while cold molds or very fast fills can produce dull or streaked surfaces.
Dimensional accuracy depends on shrinkage control. Shrinkage occurs as the plastic cools and solidifies. Holding pressure, holding time, and mold temperature directly influence how much shrinkage is compensated. Uneven cooling from inconsistent mold temperatures often causes warpage or distortion.
Mechanical properties are impacted by residual stress and crystallinity. Rapid cooling (low mold temperature) increases internal stress, which can reduce impact strength or cause cracking over time. Slower, uniform cooling improves toughness in semi-crystalline materials.
Common defects related to specific parameter imbalances:
- Short shots: low melt temperature, low injection pressure, or slow injection speed.
- Sink marks: insufficient holding pressure or short holding time.
- Warpage: uneven mold temperature or cooling.
- Flash: excessive injection/holding pressure or inadequate clamping force.
- Voids: trapped air from fast injection or insufficient venting.

How to Optimize Injection Molding Parameters
Injection molding parameters optimization is an iterative process that balances quality, cycle time, and cost. The optimization process typically includes:
- Material-Specific Adjustments: Each plastic type has unique thermal and flow properties. Selecting melt temperature, mold temperature, and cooling time according to the material ensures optimal performance.
- Trial and Monitoring: Conducting test runs and measuring part quality allows identification of parameters causing defects. Adjustments are made incrementally based on observed results.
- Simulation Software: Advanced software can model how changes in parameters affect part filling, cooling, and shrinkage, reducing trial-and-error and saving production time.
- Process Control: Monitoring cycle consistency, injection pressure, and temperature ensures long-term stability and repeatability.
Common Parameters for Different Plastic Materials
Parameters vary significantly by material due to differences in viscosity, shrinkage, and thermal properties. The table below shows typical ranges for several common resins.



