Advantages of Silicone Compression Molding
Silicone compression molding provides several benefits in manufacturing, making it a preferred method for producing silicone rubber components. These advantages are outlined below with subheadings for clarity.
Lower Tooling Costs
Molds for silicone compression molding are simpler in design, often made from basic steel alloys, which reduces initial expenses compared to other processes.
Design Flexibility
Silicone compression allows for adjustments in mold cavities to accommodate various shapes and sizes, from small gaskets to larger seals. This adaptability supports customization without extensive retooling.
Low Material Waste
Excess silicone can be minimized by precise weighing, and any flash is easily removed after curing. Silicone compression moulding is efficient for materials that are difficult to handle in liquid form.
Insert Integration
The process supports the integration of inserts or overmolding with other materials, expanding its use in composite assemblies. This is beneficial for creating complex assemblies in single operations.
Silicone Compression Molding Mold Design

Mold design in silicone rubber compression molding focuses on durability and precision, with considerations for material behavior and production requirements. The key aspects are outlined below.
Mold Structure
The mold consists of two halves: the cavity and the core, which form the part shape when closed. Design accounts for part geometry, wall thickness, and draft angles of 1-3 degrees to facilitate demolding.
Material Selection
Common mold materials include P20 steel for general use, offering good machinability and hardness for up to 100,000 cycles.
Venting System
Small vent holes placed strategically at the highest points of the mold allow trapped air to escape during compression.
Gates Design
Typically, the gate is placed at a thick section to ensure that the material fills the cavity completely. The gate should be as small as possible to reduce flashing.
Runner System
Silicone rubber compression molds generally use a simple runner system to deliver material into the cavity. The design of the runner should minimize material wastage while ensuring uniform distribution.
Shrinkage Compensation
Shrinkage: Silicone rubber experiences a certain degree of shrinkage during curing. Mold cavities are oversized by 1-2% to account for material shrinkage during curing. CAD software simulates material flow to identify potential issues early.
Silicone Compression Molding Process Flow
- Material Preparation
Silicone rubber is mixed with curing agents and pigments if needed. The compound is weighed accurately to match the mold volume, typically with a 5-10% excess for flash. - Mold Preheating and Filling
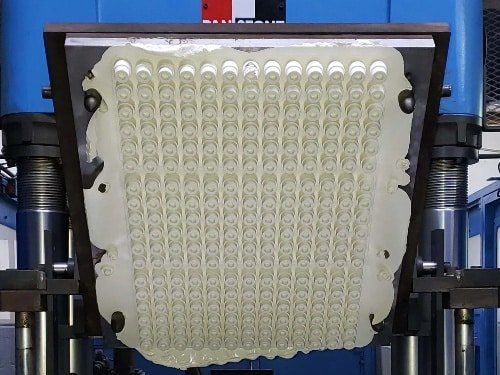
Molds are cleaned thoroughly and preheated to optimal temperatures to reduce viscosity and promote flow. Silicone is placed into the open mold cavity, often as a sheet or preform for uniform distribution. - Compression
The mold halves are closed using a hydraulic press applying 10-20 MPa of pressure for 1-5 minutes. This forces the material to fill the cavity completely. - Curing
The mold is held at 160-180°C for 3-7 minutes, depending on part thickness, to vulcanize the silicone, forming a solid elastomer. - Cooling and Demolding
The molded part is cooled within the mold to stabilize shape and reduce internal stresses. After cooling, the mold opens and the part is removed. - Post-Processing
Trimming removes flash with scissors or dies. Inspection uses visual or dimensional checks to ensure quality. Precaution: Calibrate equipment for repeatability.




