PMMA (Acrylic)
PMMA is often the first material people think of when they want “glass-like plastic.” It offers very high clarity and a bright, clean appearance, which makes it ideal for display-related parts.
In simple terms, PMMA lets light pass through very directly, so objects behind it look sharp and undistorted. That’s why it is often used in lighting covers or visual panels.
However, this clarity comes with a trade-off: it is relatively brittle. If you imagine glass, PMMA behaves in a similar way—it looks great, but it is not designed for high impact or rough environments.

PC (Polycarbonate)
Polycarbonate is the “tough version” of clear plastic. It is slightly less transparent than PMMA, but still very clear in most real-world applications.
The key advantage of PC is its impact resistance. If PMMA is like glass, PC is more like a protective shield—you still see through it, but it can withstand much more force without cracking.
Because of this balance, PC is widely used in safety-related or structural transparent parts, such as protective covers and industrial windows.

PET
PET is commonly known from packaging applications, but it is also used in plastic injection mold parts.
It provides good clarity, though not as “sharp” as PMMA. Think of it as a clean plastic film rather than a crystal window. It works well when cost efficiency and chemical resistance are important.
It is often chosen for parts that need to be both transparent and lightweight, especially in packaging or consumer products.

PS (Polystyrene)
PS is one of the simplest and most cost-effective transparent plastics. It can achieve decent clarity, but it is not very strong.
In practical terms, PS is like a “visual-only” material—it looks clear but is not designed for stress or long-term durability. It is commonly used in disposable items or low-load housings.
SAN (Styrene Acrylonitrile)
SAN sits between PMMA and PS in performance. It offers good clarity and better chemical resistance than PS.
It is often used in cosmetic packaging or transparent housings where both appearance and moderate durability are needed.
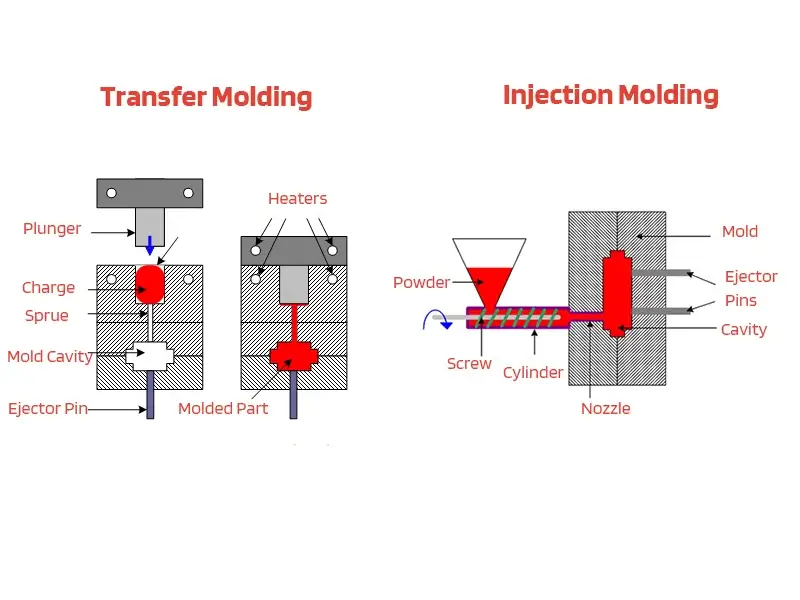
The Process of Clear Injection Molding
Transparent plastic molding follows the same basic logic as standard injection molding, but the “difficulty level” is higher. The process is less about forming a shape and more about controlling visibility. Even small imperfections that would be acceptable in normal parts can become visible defects in transparent products.
Material Drying
For clear plastics, drying is not optional—it is critical. Many transparent resins such as PC (Polycarbonate) or PET absorb moisture from the air.
If moisture is not fully removed before molding, it turns into vapor during heating. This creates tiny bubbles inside the part, which scatter light and make the product look cloudy.
In simple terms, it is like trying to make clear ice cubes using water with air inside—the result will never be perfectly transparent.
Melting and Plasticizing
During this stage, the material is heated until it becomes molten. For clear plastics, temperature control is much stricter than for standard parts.
If the temperature is too low, the material will not flow smoothly and may create flow marks. If it is too high, the polymer can degrade and slightly yellow, which directly reduces transparency.
So instead of just melting plastic, this step is more like keeping the material in a narrow comfort zone where it flows easily but does not break down.
Injection and Filling
When molten plastic is injected into the mold, the way it flows determines how clear the final part will look.
A fast or unstable flow can trap air or create visible flow lines, especially in flat or large transparent surfaces. These defects may not affect strength, but they are very noticeable to the eye.
That is why clear injection molding often uses controlled, steady filling rather than aggressive injection speed.
Cooling and Solidification
Cooling is where many clarity issues become permanent. If different areas cool at different speeds, internal stress builds up inside the part.
This stress can slightly bend light passing through the material, creating distortion or “wavy” visual effects.
Uniform cooling is essential. Think of it like freezing a transparent liquid: if it freezes unevenly, the inside structure will never look completely uniform.

Surface Finish Options
In clear plastic injection molding, surface finish is not just about appearance—it directly determines how much light can pass through the part. Even if the material itself is highly transparent, a rough mold surface will scatter light and make the final product look cloudy.
A simple way to understand this is: the mold surface is like a “stamp” for clarity. Whatever texture is on the mold will be transferred to the plastic.

SPI A-1 / A-2 (High Polish / Mirror Finish)
This is the highest level of polishing. The mold surface is finished to a mirror-like condition, allowing maximum light transmission. Parts produced with this finish look crystal clear and are commonly used for lenses, display covers, and optical components.
SPI A-3 / B-1 (Fine Polish)
This finish still provides good clarity, but with a slightly softer visual effect. It may reduce minor reflections while keeping overall transparency. It is often used for consumer products where extreme optical clarity is not critical.
Textured Finish (Light Frosting or Matte)
Instead of being fully transparent, textured finishes create a controlled diffusion effect. The surface scatters light intentionally, producing a frosted or semi-transparent look. This is often used when glare reduction or visual privacy is needed.
Design Tips for Clear Plastic Parts
Designing clear plastic parts is less about shape complexity and more about controlling how light behaves inside the part. Even a well-molded part can look “wrong” if the design unintentionally creates stress marks, uneven thickness, or visible flow patterns.
Below are some practical design considerations that help keep transparency stable in real production.
Uniform Wall Thickness
Keep wall thickness as consistent as possible. When thick and thin areas exist in one part, they cool at different speeds. This can create internal stress, which often appears as haze or optical distortion.
Think of it like freezing water: if some areas freeze faster than others, the final “ice” will not look uniform.
Smooth Transitions
Avoid sharp corners and sudden thickness changes. These areas disrupt material flow during injection and can create visible flow marks or stress points.
Smooth transitions help molten plastic move like a continuous stream instead of breaking into uneven paths.
Gate Placement
Gate position has a stronger visual impact in clear parts than in standard plastic parts. Poor placement can leave flow lines in visible areas.
Whenever possible, gates should be placed in hidden or less visible regions to protect the main viewing surface.
Minimize Internal Shadows
Ribs, bosses, or thick internal structures can create visible shadow effects in transparent parts. Even though they are inside the part, they still affect how light passes through.
Keeping internal geometry simple helps maintain a more uniform appearance.
Design with Light in Mind
A useful mindset shift is to stop thinking only in geometry and start thinking in light paths. In clear plastic parts, every design feature either helps light pass smoothly or disrupts it.
Conclusion
Clear plastic molding is more than just shaping a part—it’s about controlling light, clarity, and surface quality. From material selection to mold polish and careful design, every step affects how the final product looks and performs.
At Zhongde, we provide on-demand clear plastic injection molding services, supporting material selection, design guidance, and process optimization, ensuring your parts meet both functional and visual expectations.