Co-injection molding has become an increasingly relevant solution for balancing cost efficiency, material performance, and product functionality. By enabling the combination of multiple materials within a single molding cycle, this process offers unique advantages that conventional injection molding cannot achieve.
What Is Co-Injection Molding?
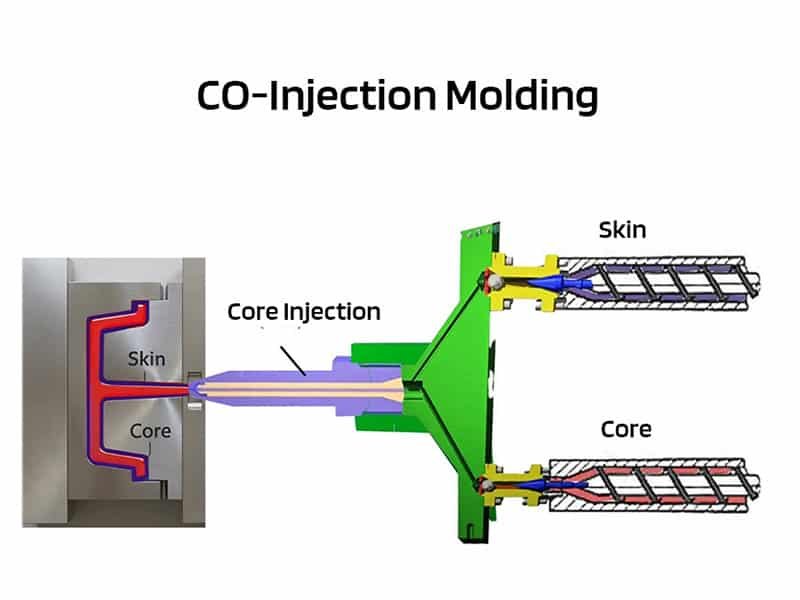
Co-injection molding, also known as sandwich molding, involves injecting two or more different plastic materials into the same mold cavity to form a layered structure. The result is typically a skin-core-skin configuration, where the outer skin material fully encloses the inner core material.
The outer layer (skin) typically determines the part’s surface appearance, mechanical strength, and environmental resistance, while the inner core can be optimized for cost reduction, weight reduction, or specific functional properties.
When Should You Use Co-Injection Molding?
Co-injection molding is a strong candidate when:
- Material cost reduction is a priority
- The product requires barrier properties
- A lightweight design is needed
- Surface quality must remain high while optimizing internal structure
How the Co-Injection Molding Process Works?
The co-injection molding process relies on controlled sequential injection and material flow behavior within the mold cavity. The main steps are as follows:
- Material preparation and plasticizing: Each material is melted separately in its injection unit at controlled temperatures, back pressure, and screw speeds.
- Skin injection: The skin material is injected first, partially filling the mold cavity and coating the walls to create the outer layer.
- Core injection: The core material follows, pushing the remaining skin material outward while forming the inner core. The timing and volume are precisely managed to avoid breakthrough or incomplete encapsulation.
- Optional skin sealing: A small additional shot of skin material may be injected to seal the gate area, ensuring the core remains fully enclosed.
- Cooling and ejection: The part cools in the mold before ejection.
Advantages of Co-Injection Molding
Co-injection molding provides measurable benefits in material use, part performance, and production efficiency.
Cost Reduction Through Material Optimization
It reduces material costs by placing lower-cost or recycled resins in the core while reserving premium materials for the visible skin. This approach supports higher recycled content without affecting surface quality or food-contact compliance.
Improved Product Performance
Performance improves through layered properties. For example, a barrier resin in the core can enhance resistance to oxygen or moisture, while the skin provides durability and appearance. Parts can also achieve weight reduction with foamed core materials or increased rigidity with reinforced cores.
Lightweight Design
Weight reduction is a key consideration in industries such as automotive and consumer electronics. By incorporating lower-density or foamed core materials, co-injection molding helps reduce part weight without compromising structural integrity.
Enhanced Surface Quality
Since the outer layer is formed by the skin material, the parts can achieve high-quality finishes, including smooth surfaces, precise textures, and consistent color.
Limitations and Challenges
Despite its advantages, co-injection molding is not suitable for every application.
Material Compatibility Requirements
Not all materials can be combined effectively. Differences in viscosity and adhesion properties can lead to defects such as delamination or uneven flow.
Process Control Complexity
Precise control of injection timing and flow behavior is essential. Improper switching between materials can result in defects such as core breakthrough, uneven layer thickness, and incomplete encapsulation of the core.
Higher Initial Investment
Co-injection molding systems require specialized equipment, including multiple injection units and advanced control systems. Tooling design is also more complex, which can increase upfront costs.
Design Constraints
Part geometry must be carefully designed to support proper material flow and layer formation. Thin walls or complex geometries may increase the risk of defects.
As a professional on-demand manufacturer, we bring practical experience in material compatibility testing, process parameter optimization, and quality validation.
Applications of Co-Injection Molding
Packaging Industry
- Food containers
- Multi-layer bottles and caps
- Coffee capsules and cosmetic packaging
Automotive Components
- Interior panels
- Structural components
Consumer Products
- Appliance housings
- Personal care packaging
Medical
- Medical containers
- Fluid handling components
- Protective housings
Design Considerations for Co-Injection Molding
Several design factors directly affect feasibility, cost, quality, and production lead time.
Material Selection and Compatibility
Choose skin and core materials that match surface, barrier, and cost requirements. Incompatible melt flow, shrinkage, or bonding properties can cause delamination or core breakthrough. Share functional and cost targets early with the manufacturer so we can validate suitable combinations through trials.
Wall Thickness and Layer Distribution
Maintain consistent wall thickness (typically 1.5–4 mm) to ensure the skin fully encapsulates the core. Large variations may lead to flow imbalances, sink marks, or incomplete filling. Define the desired skin-to-core ratio based on the performance and cost goals.
Gate Location and Injection Sequence
Gate position directly affects layer uniformity. Poor placement can result in exposed core material, knit lines, or weak barrier performance. Discuss gate options during design review to optimize flow for the part geometry.
Draft Angles, Radii, and Ejection Features
Apply an adequate draft (1–2 degrees) and sufficient radii to prevent damage to the layered structure during ejection. Sharp corners or complex ribs may require modification to maintain layer integrity and ease of molding.
Tolerances and Dimensional Stability
Different materials shrink at different rates, which can impact final dimensions and fit. Set realistic tolerances and account for shrinkage variations. Overly tight tolerances often increase tooling cost and validation time.
Co-Injection Molding vs Overmolding
When evaluating multi-material molding solutions, customers often compare co-injection molding and overmolding. While both processes involve combining different materials into a single part, they serve fundamentally different purposes.
| Aspect | Co Injection Molding | Overmolding |
|---|---|---|
| Material Structure | Layered (skin-core internal structure) | External layering (one material over another) |
| Primary Goal | Cost optimization, internal performance | Improved grip, sealing, or aesthetics |
| Surface Appearance | Determined by outer skin material | Determined by overmolded outer layer |
| Material Usage | Can use recycled or low-cost core materials | Typically uses higher-cost materials for outer layer |
| Design Focus | Internal material distribution | External geometry and user interaction |
| Typical Complexity | High (process control critical) | Moderate (more straightforward tooling) |