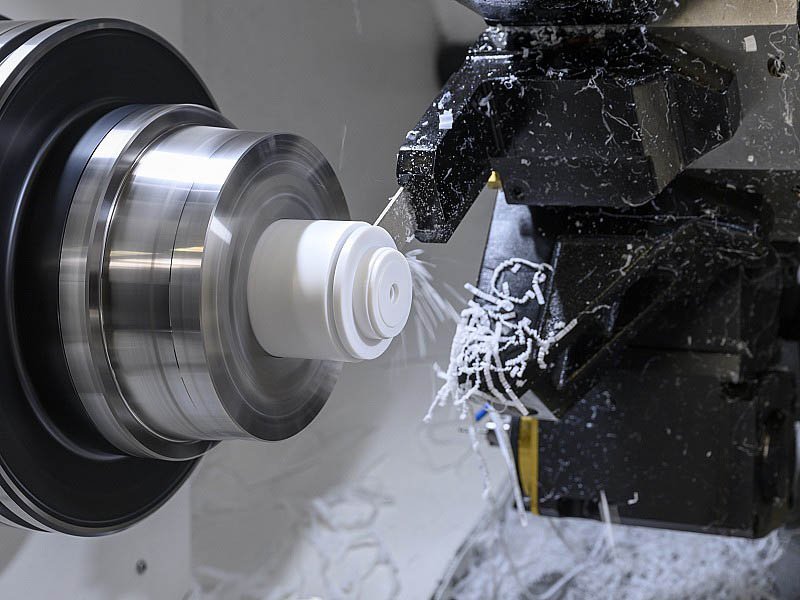
CNC turning is a manufacturing process that uses computer numerical control to operate a lathe. In this process, a workpiece rotates at high speed while a cutting tool removes material to shape it into a cylinder. The tool remains stationary or moves along specific axes, guided by programmed instructions. This method allows for the production of parts with precise dimensions and surface finishes. It handles materials such as metals, plastics, and composites. The process includes various turning operations, each suited to specific needs based on the workpiece’s shape, size, and material.
Straight Turning
Straight turning is one of the most basic types of turning operations. In this process, the cutting tool moves along the length of a rotating workpiece, removing material evenly and creating a cylindrical shape. The workpiece remains at a constant diameter throughout its length.
Features of straight turning include roughing for bulk removal and finishing for precision. It maintains straightness and roundness. Parameters adjust for material hardness.
Applications of Straight Turning
- Transmission shafts
- Motor drive shafts
- Hydraulic piston rods
- Linear guide rods
- Bearing journals
- Pump spindles
Drilling
Drilling creates holes along the workpiece axis using a drill bit mounted in the tailstock or turret. The bit rotates and advances into the workpiece, which also spins for centered holes.
Drilling provides versatility in hole diameters and depths, with twist drills for general use. It operates at high speeds for efficiency and uses peck cycles for deep holes to clear chips.

Applications of Drilling
- Bolt clearance holes
- Dowel pin holes
- Fastener pilot holes
- Fluid passage holes
- Sensor mounting holes
Taper Turning
Taper turning is the process of gradually decreasing the diameter of the workpiece along its length, creating a tapered shape. This is typically achieved by either tilting the tool or the workpiece during the cutting process.
Features of taper turning include precise angle control for standards like Morse tapers. It applies to both external and internal surfaces. Internal taper turning involves boring tools for conical holes.
Applications of Taper Turning
- Morse taper tool shanks
- Machine spindle noses
- Drill sleeve adapters
- Tapered coupling pins
- Lathe centers
- Tapered roller bearing seats
Internal Taper Turning
Internal taper turning is a more specialized process that involves turning the inside of a hollow workpiece to form a tapered shape. This type of turning is commonly performed with tools designed to fit into the interior of the workpiece, making it ideal for creating precision tapered bores or internal threads.
Applications of Internal Taper Turning
- Tapered hydraulic valve seats
- Internal Morse taper sockets
- Tool holder receivers
- Tapered pipe connectors
- Spindle adapter sleeves
- Injection mold locating bores
Boring
Boring is the process of enlarging an existing hole in a workpiece to achieve greater precision or a specific diameter. The boring tool, typically a bar with an insert, extends into the hole while the workpiece rotates. The tool feeds axially, removing material from the internal surface.
Boring provides high precision for hole enlargement. It corrects misalignments from prior drilling and improves surface roughness. Boring bars come in different lengths to accommodate deep holes, and coolant is used to manage heat.
Applications of Boring
- Engine cylinder bores
- Bearing housings
- Gearbox casing bores
- Pump housing interiors
- Valve body cavities
- Compressor cylinder liners
Grooving
Grooving involves creating grooves or channels on the surface of a workpiece. The grooving tool, with a specific width, plunges to the required depth.
Grooving can control the groove dimensions for fittings like O-rings. It supports multiple grooves in one setup. Tools have inserts for durability.

Applications of Grooving
- O-ring seal grooves
- Circlip retention grooves
- Snap ring slots
- Piston ring grooves
- Shaft retaining ring grooves
- Thread relief grooves
Threading
Threading is an operation that cuts helical grooves on the external or internal surface of a workpiece. The cutting tool, often a single-point insert, moves in synchronization with the rotating workpiece to form the threads. This process requires precise control of the pitch, which is the distance between thread crests.
Threading is the ability to produce various thread profiles, such as metric, unified, or acme. It involves multiple passes to reach the full depth, starting with rough cuts and ending with finish cuts. The operation maintains concentricity between the thread and the workpiece axis.

Applications of Threading
- Bolts and screws
- Threaded rods and studs
- Pipe nipples
- Fittings
- Connectors
Facing
Facing is a process where the cutting tool removes material from the end of a workpiece, ensuring that the surface is flat and smooth. This is often the first operation performed when working with cylindrical parts, preparing them for further machining processes.
Facing ensures a flat surface at the ends of the workpiece. It is often used to prepare parts for further operations such as drilling or threading.

Applications of Facing
- Shaft end preparation
- Flange sealing surfaces
- Pipe end finishing
- Spacer rings
Parting
Parting is the process of cutting a workpiece into two or more parts. This is often done at the end of the turning process to separate finished components from the raw stock. A narrow parting tool advances radially to the center, cutting through the workpiece while it rotates.
Parting requires substantial cutting force. It requires stable fixturing to prevent deflection. The operation is often the final step in bar-fed machining.
Applications of Parting
- Separating finished bushings from bar stock
- Cutting individual spacers
- Producing small collars
- Manufacturing precision pins
- Dividing threaded studs
- Producing short cylindrical sleeves
Tapping
Tapping creates internal threads in a pre-drilled hole. The tap tool, with flutes for chip evacuation, advances into the hole while the workpiece rotates at a low speed. The rotation matches the tap’s pitch to form the threads.
Tapping can be compatible with standard thread sizes and the use of lubricants to reduce friction. It can be performed with machine taps for efficiency in production.

Applications of Tapping
- Threaded holes for bolted connections
- Enclosures, panels, and housings
- Mounting brackets and structural components
Reaming
Reaming finishes a drilled hole by removing a small amount of material to improve accuracy and smoothness. The reamer, a multi-fluted tool, follows the existing hole path while the workpiece rotates.
Reaming can achieve tolerances as tight as 0.005 mm and surface finishes up to Ra 0.4 μm. It corrects ovality and taper from drilling.
Applications of Reaming
- Precision dowel pin holes
- Bearing seats
- Valve guide holes
Knurling
Knurling forms a patterned texture on the workpiece surface through pressure rather than cutting. Knurling wheels with the desired pattern roll against the rotating workpiece, displacing material to create the texture.
Features of knurling include no material removal, which preserves the workpiece diameter. Patterns can be straight, diamond, or angled, with varying pitches for grip levels.
Applications of Knurling
- Tool handles and adjustment knobs
- Control knobs and thumb wheels
- Grip sections
Conclusion
The types of turning operations in CNC machining provide a range of capabilities for shaping workpieces. It offers a variety of methods to produce parts with high precision and efficiency. Selecting the right type depends on the part requirements, material, and production needs. Zhongde provides precision CNC turning services. Welcome to contact us and get a custom solution for your project.



